
CAM Post-Processor Mistakes That Programmers Blame on the Machine in CNC Machine and Programming
Preamble
Many machining issues commonly blamed on CNC equipment are actually caused by CAM post-processor errors hidden inside machining output logic. Problems involving arc output, rapid clearance moves, tool change sequences, and coordinate handling often originate within cnc machine and programming workflows rather than the machine itself. Without proper validation of post-processor behavior, suppliers risk crashes, inconsistent machining results, and unnecessary troubleshooting. Understanding how post-processors influence CNC machine g code output helps manufacturers improve reliability, reduce downtime, and strengthen overall machining stability.
Introduction
Modern CAM systems have significantly improved machining efficiency, automation, and programming flexibility. However, even advanced software platforms depend heavily on accurate post-processors to convert toolpaths into reliable machine instructions.
When machining issues occur, many programmers immediately blame spindle performance, controller limitations, or machine condition. In reality, post-processor logic is often the true source of unexpected machine behavior.
Incorrect arc output, unsafe rapid moves, poorly sequenced tool changes, and coordinate transformation errors can all create instability within cnc machine and programming workflows.
Even highly capable CNC machines can behave unpredictably if the generated code structure does not properly match machine kinematics, controller behavior, or tooling logic. A machine may appear mechanically unstable when the actual issue is hidden inside the post-processing output itself.
For every advanced machining supplier, understanding how post-processors influence real machine behavior is essential for maintaining machining reliability and reducing costly production issues.
Many machining issues commonly blamed on CNC equipment are actually caused by CAM post-processor errors hidden inside machining output logic. Problems involving arc output, rapid clearance moves, tool change sequences, and coordinate handling often originate within cnc machine and programming workflows rather than the machine itself. Without proper validation of post-processor behavior, suppliers risk crashes, inconsistent machining results, and unnecessary troubleshooting.
Understanding how post-processors influence CNC machine g code output helps manufacturers improve reliability, reduce downtime, and strengthen overall machining stability.
Many machining issues commonly blamed on CNC equipment are actually caused by CAM post-processor errors hidden inside machining output logic. Problems involving arc output, rapid clearance moves, tool change sequences, and coordinate handling often originate within cnc machine and programming workflows rather than the machine itself. Without proper validation of post-processor behavior, suppliers risk crashes, inconsistent machining results, and unnecessary troubleshooting. Understanding how post-processors influence CNC machine g code output helps manufacturers improve reliability, reduce downtime, and strengthen overall machining stability.
Understanding the Role of CAM Post-Processors
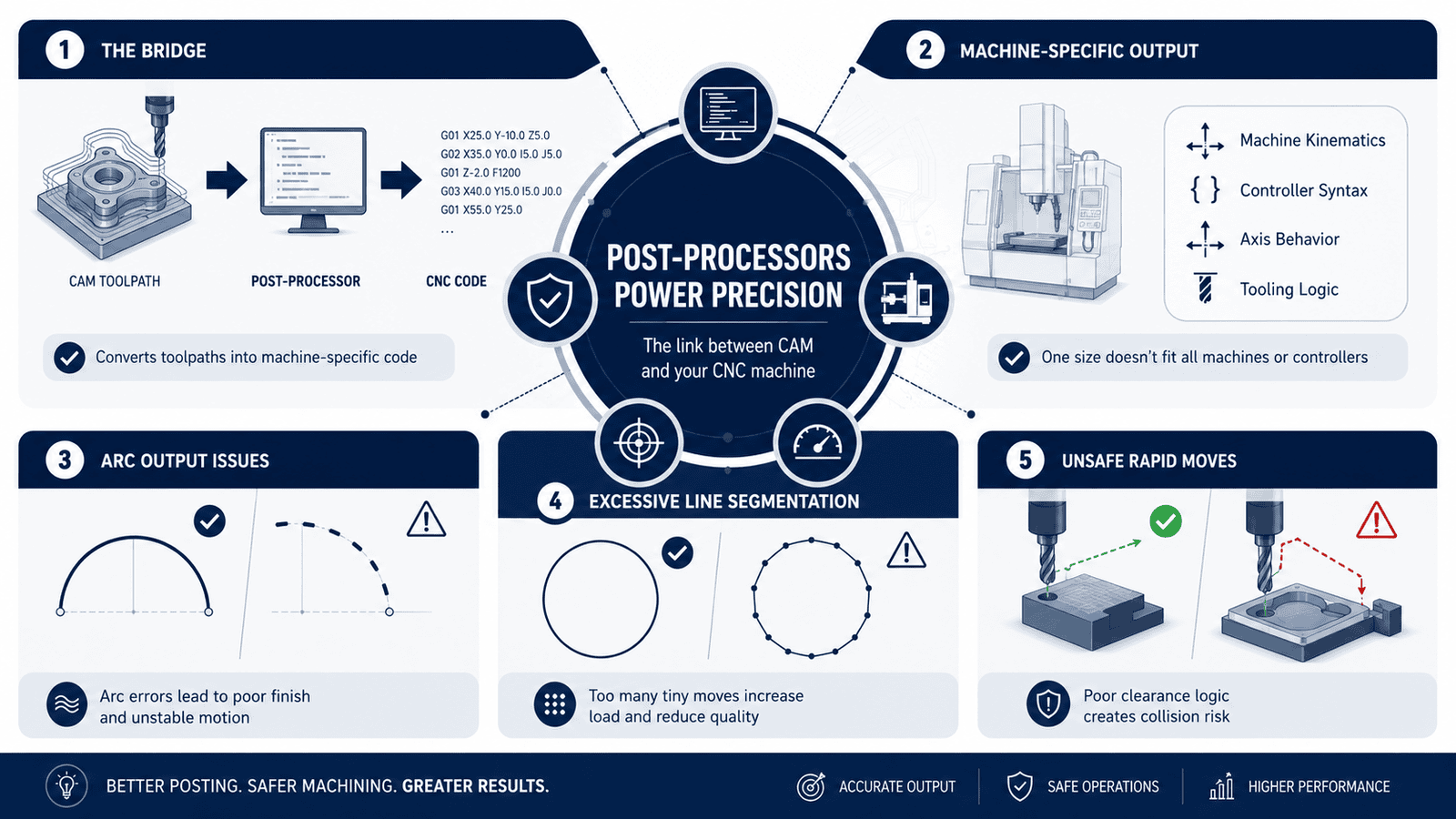
A post-processor converts CAM-generated toolpaths into machine-specific CNC machine g code instructions.
It acts as the communication bridge between software and the CNC controller.
Without a properly configured post-processor, even highly optimized toolpaths can produce unstable machine motion, incorrect axis behavior, or unsafe machining conditions.
Many programming issues blamed on the machine itself actually originate during the code translation process between CAM software and controller execution.
- Why Post-Processors Matter
Even accurate toolpaths can fail if post-processor output does not match machine behavior correctly.
Machine crashes, incorrect positioning, and unsafe motion often originate from post-processing errors.
For example, a toolpath that simulates perfectly inside CAM software may output incorrect rotary-axis commands after posting, causing unexpected machine movement during real machining.
Programming of cnc machines requires understanding how machine logic, controller interpretation, and post-processing behavior work together during execution.
- Machine-Specific Output Requirements
Different CNC controllers interpret code differently.
Post-processors must account for machine kinematics, controller syntax, axis behavior, and tooling logic.
A code structure that runs safely on one controller may create alarms or unsafe motion on another machine platform using different coordinate handling logic.
This is especially important for multi-axis environments where machine geometry and rotary-axis sequencing become highly controller dependent.
- Arc Output Problems Hidden Inside CNC Machine G Code
Arc interpolation errors are one of the most common post-processing mistakes.
Small formatting issues inside CNC machine g code can create major machining instability.
These problems often remain hidden until the machine executes the motion under real cutting conditions, where even small interpolation errors can affect surface finish, positioning accuracy, or machine load behavior.
Many operators initially assume spindle vibration or servo instability is responsible when the root problem actually exists inside arc calculation output.
- Radius and Arc Interpretation Errors
Controllers may interpret arcs differently depending on quadrant logic, tolerance settings, and code format.
Incorrect arc output can cause overtravel alarms or unexpected cutter motion.
For example, improper IJK arc center formatting may force the controller to calculate the wrong arc path entirely, creating sudden cutter deviation during finishing operations.
These errors become especially dangerous during high-speed contour machining where arc transitions occur continuously throughout the cycle.
- Excessive Line Segmentation
Some post-processors output arcs as thousands of short linear moves rather than true circular interpolation.
This increases machine load and reduces surface finish quality.
The machine controller may struggle to process excessive point-to-point motion efficiently, creating jerky movement, inconsistent feed behavior, and unnecessary servo stress.
In many cnc machine and programming environments, smoothing output logic significantly improves machining stability and motion consistency.
Unsafe Rapid Clearance Moves
Rapid positioning logic is another common source of hidden machining problems.
Poorly controlled rapid motion increases collision risk significantly.
Even when cutting operations appear correct, unsafe retract sequencing or poorly managed clearance logic can create dangerous machine behavior between operations.
Many crashes occur during non-cutting motion rather than during actual material engagement.
- Clearance Plane Miscalculations
Incorrect retract heights or unsafe transition moves may position the tool dangerously close to fixtures or workpieces.
These problems often appear only during real production conditions.
For example, a post-processor may retract only in Z before rotating a B-axis head, causing the spindle housing to collide with tall fixturing during machine repositioning.
Simulation environments sometimes miss these machine-body interference risks if machine models are incomplete or improperly configured.
- Multi-Axis Motion Risks
In simultaneous multi-axis machining, rapid motion sequencing becomes even more critical.
Unexpected axis rotation during rapid travel can create severe collision risk.
A machine may attempt simultaneous rotary movement before full tool clearance is achieved, creating dangerous interference conditions around fixtures, vises, or machine structures.
For every advanced machining supplier, validating rapid sequencing behavior is essential for safe multi-axis machining performance.
Tool Change Sequence Errors
Improper tool change logic can create unnecessary downtime and machine instability.
These issues are frequently overlooked during initial program validation.
Many shops focus heavily on cutting operations while assuming tool changes will behave correctly automatically. In reality, poor sequencing between spindle commands, coolant shutdown, axis positioning, and offset activation can create subtle but highly disruptive machine behavior.
A common example occurs when the post-processor outputs a tool unclamp command before the spindle has fully stopped rotating. This may generate spindle alarms, cause improper tool seating, or increase mechanical wear inside the tool changer system over time.
Another example involves coolant remaining active during tool carousel rotation, which can spray coolant across sensors or interfere with tool-pocket positioning during automatic tool changes.
- Incorrect Spindle and Coolant Commands
Poor sequencing between spindle stop, coolant shutdown, and tool unclamp commands can generate controller alarms or mechanical stress.
Improper spindle deceleration timing may also increase wear on spindle orientation systems during repeated tool changes.
In some cases, coolant commands may activate too early during spindle startup, causing thermal shock or coolant splash issues before stable rotation is established.
Careful review of post-processing logic helps eliminate these hidden sequencing inefficiencies.
- Tool Length Compensation Problems
Incorrect offset activation or cancellation can shift tool position unexpectedly after tool changes.
This directly affects machining accuracy and cnc tool performance.
For example, if tool length compensation from the previous tool remains active accidentally, the next tool may position incorrectly before entering the cut.
These problems often appear as mysterious dimensional variation or sudden crashes even when machine calibration itself is completely correct.
CNC Machine and Programming Validation Strategies
Reliable machining requires more than generating code successfully.
Effective cnc machine and programming workflows must include structured verification processes.
Many hidden post-processing problems can be identified early when suppliers implement layered validation procedures before live machining begins.
Stable programming environments rely on both digital verification and real machine testing to confirm safe code behavior.
- Simulation and Dry Run Verification
Machine simulation and air-cut validation help identify unsafe motion before actual machining begins.
These steps reduce production risk significantly.
Full machine simulation allows programmers to evaluate axis motion, clearance behavior, rotary positioning, and tool change sequencing under realistic machine conditions.
Dry-run verification also helps identify controller-specific motion behavior that may not appear inside software simulation environments alone.
- Reviewing Post-Processor Logic Regularly
Programming of cnc machines should include periodic review of post output behavior after software updates or machine modifications.
Even small changes can alter code reliability.
For example, a CAM software update may unintentionally change arc formatting, feed output logic, or rotary-axis handling behavior without immediate visibility to programmers.
Regular post-processor auditing helps maintain stable long-term machining performance across evolving production environments.
Common Programmer Assumptions That Create Problems
Many machining errors persist because programmers assume the machine is responsible.
This mindset often delays accurate troubleshooting.
When operators immediately suspect spindle wear, servo instability, or controller failure, valuable troubleshooting time may be wasted while the actual issue remains hidden inside the posted code structure.
Successful troubleshooting requires evaluating both machine condition and software output behavior together.
- Assuming the Controller Is the Problem
Controllers frequently execute exactly what the code commands.
The real issue may exist inside the generated code structure itself.
A machine may appear unstable simply because the post-processor outputs incorrect feed transitions, poor axis blending, or unsafe motion sequencing.
Reviewing raw CNC machine g code often reveals hidden programming logic problems that are invisible inside CAM simulation alone.
- Overlooking Software Configuration Changes
CAM software updates or modified post settings can unintentionally alter machine output behavior.
Regular testing helps identify these changes early.
Even small edits to post variables or machine definitions can change motion behavior, offset handling, or synchronization logic unexpectedly.
Structured revision tracking helps suppliers maintain more stable cnc machine and programming workflows over time.
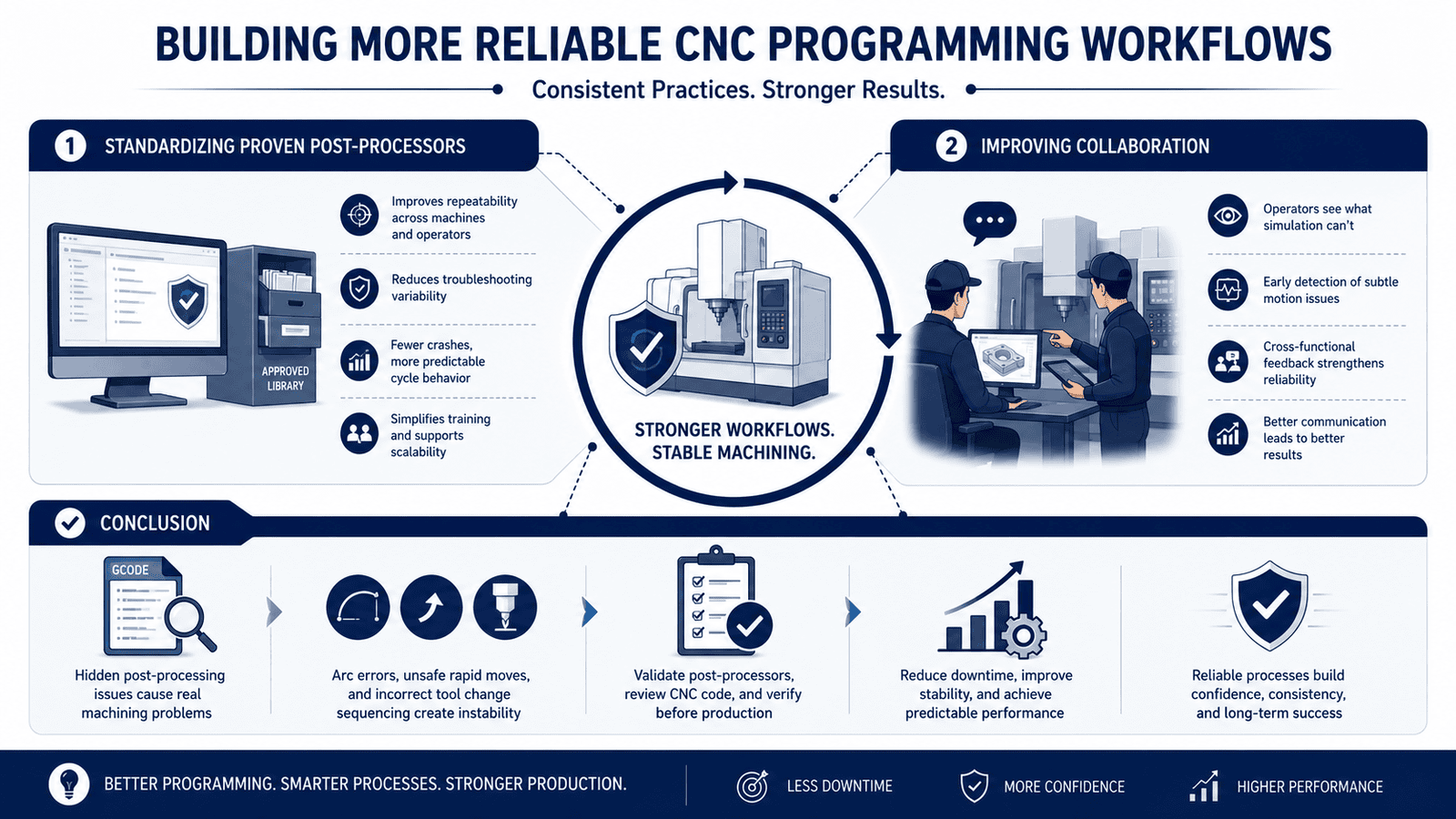
Building More Reliable CNC Programming Workflows
Stable machining depends on consistent programming standards and verification procedures.
Shops that standardize post-processing practices experience fewer unexpected machining issues.
Reliable programming systems reduce troubleshooting variability, improve operator confidence, and strengthen long-term machining consistency across multiple machine platforms.
The most stable machining environments usually treat post-processors as critical production tools rather than simple software utilities.
- Standardizing Proven Post-Processors
Validated post-processors improve repeatability across multiple machines and operators.
This reduces troubleshooting variability.
Shops that maintain controlled post-processor libraries often experience fewer machine crashes, more predictable cycle behavior, and stronger long-term code consistency.
Standardization also simplifies training and improves scalability across growing production environments.
- Improving Collaboration Between Programmers and Operators
Machine operators often identify subtle motion problems that programmers may not see inside simulation environments.
Cross-functional feedback strengthens overall machining reliability.
Operators may notice unusual spindle hesitation, inconsistent retract behavior, or unstable feed transitions during real production conditions that reveal hidden post-processing issues.
Strong communication between programming and machining teams improves long-term process stability significantly.
Conclusion
Many machining problems commonly blamed on equipment are actually caused by hidden post-processing issues inside cnc machine and programming workflows.
Arc output errors, unsafe rapid moves, and incorrect tool change sequencing can all create instability even when machines are mechanically healthy.
By improving post-processor validation, reviewing CNC machine g code carefully, and standardizing programming practices, suppliers can reduce downtime, improve machining stability, and achieve more predictable production performance.
For every advanced machining supplier, understanding how software output influences machine behavior is essential for building reliable, scalable, and production-ready machining workflows.
If your machining team is experiencing unexplained alarms, inconsistent machine behavior, or recurring programming issues, your post-processor may deserve closer attention.
Evaluating output logic, machine simulation accuracy, and code structure together can uncover hidden software-related problems affecting machining reliability.
Companies like Vulcury support suppliers with production-focused machining insights, helping teams improve cnc machine and programming workflows, strengthen post-processor reliability, and reduce costly machining instability.
By building more reliable programming systems, suppliers can improve consistency, reduce downtime, and achieve more stable manufacturing performance.
Frequently Asked Questions
1. What is a CAM post-processor and why is it important in CNC machining?
A CAM post-processor converts CAM-generated toolpaths into machine-specific CNC machine g code that the controller can execute. It plays a critical role in cnc machine and programming because even perfectly designed toolpaths can create unsafe or unstable machine behavior if the post-processor outputs incorrect motion logic, tool change commands, or coordinate handling instructions.
2. How can post-processor errors create machining problems that look like machine failures?
Post-processor errors can generate incorrect arc interpolation, unsafe rapid moves, improper tool change sequencing, or faulty rotary-axis behavior. These issues often appear as spindle instability, servo problems, machine alarms, or inconsistent machining performance—even when the machine itself is mechanically healthy.
3. What are the most common CAM post-processor mistakes in programming of CNC machines?
Common mistakes include incorrect IJK arc output, excessive line segmentation, unsafe clearance plane calculations, poor spindle and coolant command sequencing, and incorrect tool length compensation handling. These hidden programming issues can lead to crashes, poor surface finish, dimensional variation, and reduced cnc tool performance.
4. How can advanced machining suppliers improve post-processor reliability and machining stability?
Advanced machining suppliers improve reliability by validating post-processors regularly, performing full machine simulation and dry-run verification, reviewing CNC machine g code output carefully, and standardizing proven programming workflows. Strong collaboration between programmers and machine operators also helps identify hidden motion and sequencing problems before they affect production.
