
Sub-Spindle Part Transfer: Programming for Zero-Miss Consistency in CNC Machine and Programming
Preamble
Sub-spindle transfer reliability is one of the most critical yet misunderstood areas inside modern multi-axis turning environments. Many suppliers experience random transfer failures, damaged parts, spindle alarms, or overnight scrap even when the machine itself appears mechanically healthy. In most cases, the real issue comes from synchronization timing, chuck pressure sequencing, spindle alignment, and hidden logic problems inside cnc machine and programming workflows. By improving programming of cnc machines, validating cnc machine g code carefully, and standardizing transfer logic, suppliers can dramatically improve transfer consistency, reduce scrap, and stabilize unattended machining operations.
Introduction
Modern CNC turn-mill centers are designed to perform multiple machining operations in a single setup. These machines often include two spindles: a main spindle that begins machining the part and a secondary spindle—called a sub-spindle—that receives the part automatically so machining can continue on the opposite side without manual intervention.
A sub-spindle part transfer is essentially a handoff process where the finished or partially machined component moves from one spindle to another while both systems remain synchronized in motion and position. The goal is to keep production continuous without stopping the machine for operator handling.
On paper, the process sounds simple. In reality, however, successful part transfer requires extremely accurate timing between spindle synchronization, Z-axis positioning, chuck pressure control, rotational alignment, and machine sequencing logic.
Even a very small mismatch in spindle speed, clamping timing, or axis position can cause transfer instability. Parts may slip, rotate slightly, lose concentricity, or fail transfer entirely during unattended production runs.
This is why many shops experience random transfer failures that seem impossible to diagnose consistently. The machine itself may be perfectly healthy mechanically, while the actual instability exists inside the cnc machine and programming workflow controlling the transfer sequence.
For every multi-axis machining supplier, understanding how transfer synchronization works is essential for reducing scrap, improving automation reliability, and maintaining stable production performance.
Sub-spindle transfer reliability is one of the most critical yet misunderstood areas inside modern multi-axis turning environments. Many suppliers experience random transfer failures, damaged parts, spindle alarms, or overnight scrap even when the machine itself appears mechanically healthy. In most cases, the real issue comes from synchronization timing, chuck pressure sequencing, spindle alignment, and hidden logic problems inside cnc machine and programming workflows. By improving programming of cnc machines, validating cnc machine g code carefully, and standardizing transfer logic, suppliers can dramatically improve transfer consistency, reduce scrap, and stabilize unattended machining operations.
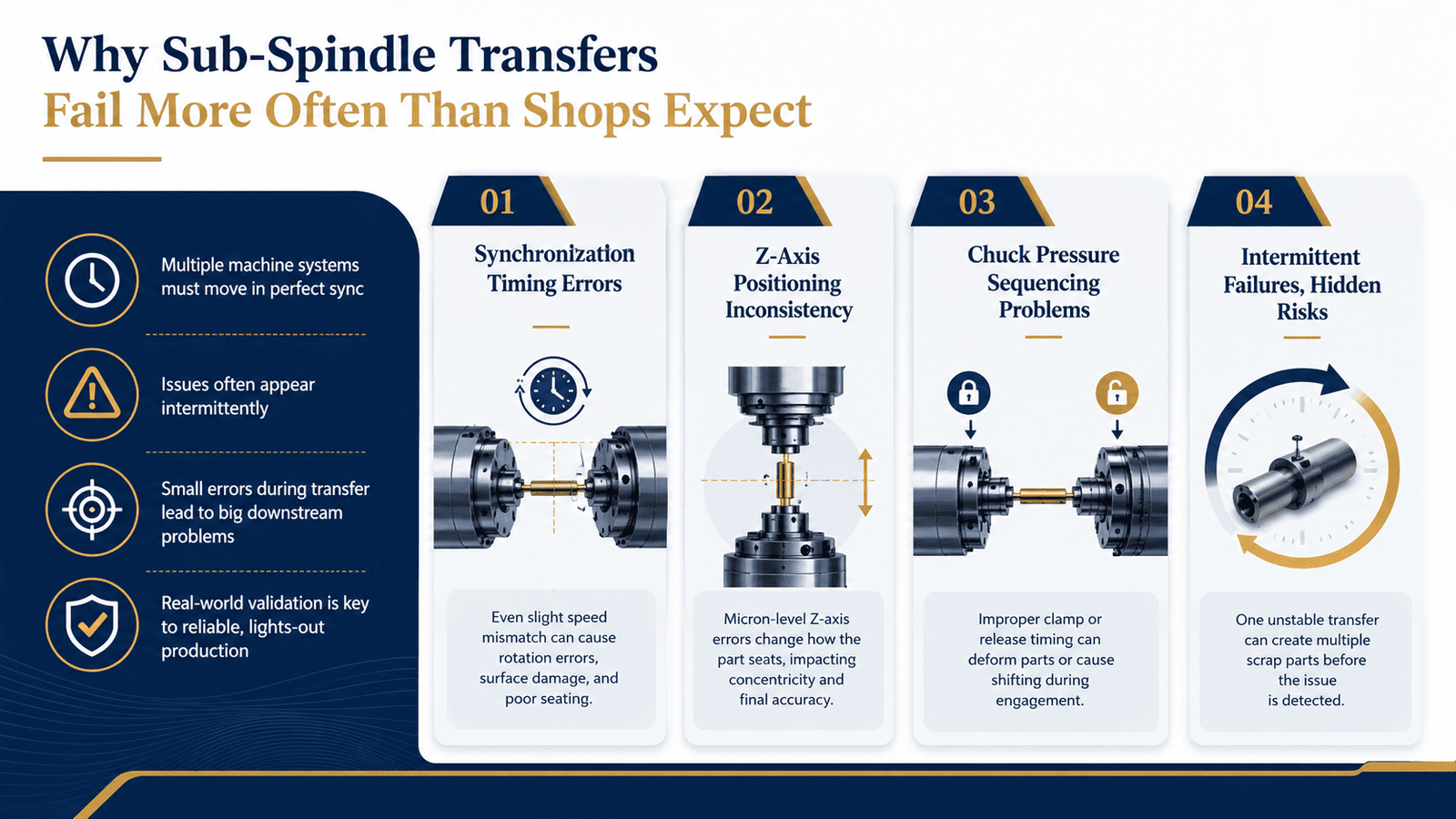
Why Sub-Spindle Transfers Fail More Often Than Shops Expect
Many machining teams assume that once synchronization commands are inserted into the program, the transfer process becomes automatically reliable.
In practice, sub-spindle transfers involve several machine systems moving simultaneously within extremely tight timing windows. Spindle rotation, spindle acceleration, chuck actuation, axis alignment, and hydraulic response all have to remain synchronized during the transfer event.
What makes the problem difficult is that transfer instability often appears intermittently. A machine may run successfully for hours before a single mistimed transfer creates a damaged part or spindle alarm.
These inconsistencies become even more dangerous during unattended machining because a single unstable transfer sequence can quietly generate multiple scrap parts overnight before operators notice the issue.
For every advanced machining supplier focused on automation, stable transfer reliability depends heavily on validating the entire transfer sequence under real production conditions rather than relying only on simulation.
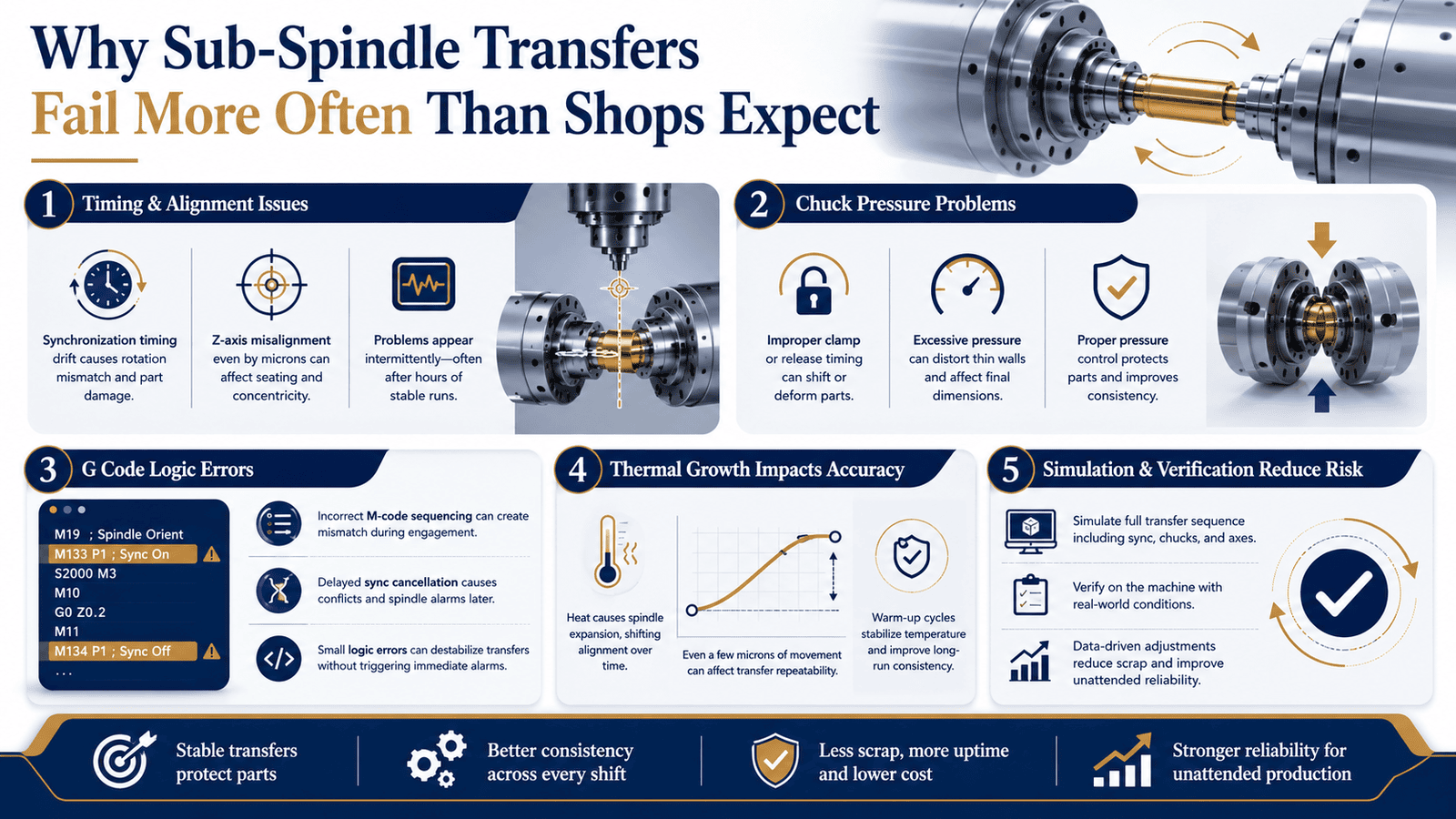
- Synchronization Timing Errors
Sub-spindle synchronization requires both spindles to rotate at nearly identical speeds during the transfer process.
If synchronization timing drifts even slightly, the part may rotate inconsistently during spindle engagement. This can create surface damage, improper seating, or positional variation inside the secondary chuck.
In many cases, these timing problems only appear when spindle load changes dynamically during production. Thermal growth, spindle acceleration lag, or delayed synchronization activation may create small rotational mismatch that becomes visible only after extended machine operation.
Carefully reviewing synchronization commands inside cnc machine g code helps reduce these hidden timing problems significantly.
- Z-Axis Positioning Inconsistency
One of the most overlooked causes of transfer instability is inaccurate Z-axis alignment during spindle engagement.
Even extremely small positional variation can change how the part seats between the two spindles during handoff.
This may not immediately trigger a machine alarm, but it can still create concentricity errors, poor surface finish, or downstream dimensional variation later in the machining cycle.
For every tight-tolerance machining supplier, stable spindle alignment is essential because even micron-level positioning errors during transfer can affect final machining accuracy significantly.
Chuck Pressure Sequencing Problems That Quietly Damage Parts
Many transfer failures are not caused by synchronization itself.
The real problem often comes from improper chuck pressure sequencing during the handoff process.
During transfer, the main spindle and sub-spindle must coordinate clamping and release timing very carefully. If either spindle applies excessive force, releases too early, or clamps too aggressively, the part may deform or shift during engagement.
This becomes especially problematic when machining thin-wall components, precision shafts, or delicate geometries that are highly sensitive to clamping pressure variation.
Proper pressure control is one of the most important yet frequently ignored parts of stable cnc machine and programming workflows.
- Excessive Clamping Pressure During Transfer
Applying too much chuck pressure during transfer can distort the part temporarily during engagement.
Even though the deformation may be extremely small, the resulting positional shift can create measurable dimensional variation after machining finishes.
Thin-wall components are especially vulnerable because aggressive clamping may ovalize the part or damage finished surfaces during the transfer cycle.
Programming of cnc machines should include staged clamping pressure logic that matches material behavior, wall thickness, and transfer conditions rather than using a fixed pressure setting for every part.
- Premature Chuck Release Timing
Another common problem occurs when the main spindle releases the part before the sub-spindle has fully stabilized its grip.
The part may shift only slightly during the handoff, but even microscopic movement can affect concentricity and downstream machining accuracy.
This problem becomes more severe at higher spindle speeds where rotational inertia magnifies instability during the transfer process.
Many advanced machining supplier environments improve repeatability by adding overlap timing logic that ensures both spindles maintain stable engagement during the entire handoff sequence.
CNC Machine G Code Logic Errors That Create Transfer Instability
Even when machine hardware is functioning correctly, poor sequencing logic inside cnc machine g code can still create unstable transfer behavior.
Sub-spindle operations require multiple M-codes, synchronization commands, spindle functions, and axis movements to execute in the correct order with accurate timing relationships.
Small logic errors inside the generated code structure can quietly destabilize the transfer process without creating obvious alarms immediately.
These issues often become difficult to diagnose because the machine appears mechanically normal while the instability actually originates from the code itself.
For every supplier managing automated machining environments, validating sequencing logic is critical for long-term reliability.
- Incorrect M-Code Sequencing
M-codes control spindle synchronization, chuck actuation, spindle engagement, and pressure transitions during transfer operations.
Improper sequencing between these commands can create transfer instability even when all machine components are functioning normally.
For example, if spindle synchronization activates before spindle RPM stabilizes completely, rotational mismatch may occur during engagement.
Similarly, if chuck pressure commands execute too early or too late, the part may shift slightly during transfer without immediately triggering a fault condition.
Careful review of cnc machine g code sequencing helps eliminate these hidden timing risks.
- Delayed Synchronization Cancellation
Some programming workflows activate spindle synchronization correctly but fail to disengage synchronization at the proper timing point afterward.
This can create unnecessary spindle coordination conflicts during downstream machining operations.
The result may include unstable spindle load behavior, reduced machining efficiency, or unexplained spindle alarms later in the cycle.
Stable cnc machine and programming workflows require careful control of both synchronization activation and synchronization release timing throughout the entire machining process.
Thermal Growth Quietly Changes Transfer Accuracy
Many transfer systems appear perfectly stable during initial setup but gradually become inconsistent during long production runs.
Thermal expansion is often the hidden cause.
As spindle assemblies heat during continuous machining, the mechanical relationship between axes and spindle systems changes slightly over time. Even small thermal movement can alter transfer alignment enough to affect consistency.
Because these positional changes happen gradually, many shops mistakenly assume the problem is random machine instability rather than thermal growth.
Long-cycle thermal stability is especially important for unattended machining environments running extended production schedules.
- Spindle Expansion During Long Production Runs
Continuous spindle operation generates heat inside bearings, spindle housings, and drive systems.
As temperature rises, spindle assemblies expand slightly and shift mechanical positioning relative to the machine structure.
This movement may only measure a few microns, but that is often enough to affect transfer repeatability during precision machining operations.
Thermal instability becomes more noticeable during high-speed machining or extended unattended production where spindle temperatures remain elevated for long periods.
- Why Warm-Up Cycles Improve Transfer Stability
Many high-precision machining environments use spindle warm-up cycles before production begins.
These routines stabilize spindle temperature gradually before transfer operations start, reducing sudden positional drift during early production cycles.
Thermally stable machines maintain more predictable spindle alignment and more consistent transfer behavior throughout long machining runs.
For every advanced machining supplier handling tight-tolerance work, thermal management plays a major role in reliable sub-spindle transfer performance.
Simulation and Verification Reduce Transfer Risk Significantly
Reliable sub-spindle transfers require more than simply generating code successfully.
Structured simulation and staged verification help identify hidden timing problems before production begins.
Many transfer failures only appear during real machine motion when spindle acceleration, hydraulic timing, and machine response interact dynamically under operating conditions.
This is why simulation alone is not always enough.
Combining simulation with live machine testing creates far more reliable cnc machine and programming workflows.
- Machine Simulation Validation
Modern simulation software allows programmers to review spindle synchronization timing, axis movement, and transfer sequencing safely before live machining begins.
Simulation helps identify collision risk, incorrect spindle positioning, and dangerous timing overlap conditions early during program development.
This reduces programming errors while improving machining reliability significantly.
However, virtual simulation still cannot perfectly replicate every hydraulic or spindle behavior seen during real machine operation.
- Dry Run Testing Under Real Conditions
Air-cut testing remains essential even after successful simulation review.
Real spindle acceleration, chuck response timing, and thermal conditions may behave differently than simulation predicts.
Testing transfer cycles under realistic operating conditions allows programmers and operators to validate synchronization stability before unattended production starts.
Many stable automation environments rely heavily on staged dry-run validation before approving production-ready transfer programs.
Building More Reliable Multi-Axis Programming Workflows
Long-term transfer stability depends heavily on standardized programming procedures and structured validation processes.
Shops that develop consistent transfer programming standards generally experience fewer unexplained machining interruptions and lower overnight scrap rates.
Reliable transfer systems improve not only machining efficiency but also confidence in unattended production environments.
As automation levels increase, programming consistency becomes just as important as machine capability itself.
- Standardizing Proven Transfer Sequences
Using validated transfer templates improves consistency across different programs, operators, and machine platforms.
Standardized synchronization logic reduces variability while simplifying troubleshooting when issues appear.
Repeatable transfer workflows also make future production scaling easier because proven logic can be reused across multiple machining environments.
Strong standardization reduces dependency on trial-and-error programming adjustments.
- Improving Collaboration Between Programmers and Operators
Machine operators often detect subtle transfer instability before programmers recognize it inside simulation environments.
Small noises, spindle hesitation, vibration, or inconsistent engagement feel may indicate hidden synchronization problems developing during production.
Cross-functional communication between operators and programmers helps improve transfer sequencing reliability over time.
Strong collaboration creates more stable cnc machine and programming systems while reducing long-term production instability.
Conclusion
Sub-spindle transfer consistency depends on far more than machine capability alone.
Synchronization timing, chuck pressure sequencing, spindle alignment, thermal growth, and cnc machine g code structure all influence whether transfers remain stable during real production conditions.
Many transfer failures commonly blamed on machine hardware are actually caused by hidden sequencing instability inside programming workflows.
By improving programming of cnc machines, validating synchronization logic carefully, and standardizing transfer procedures, suppliers can significantly reduce scrap, improve unattended machining reliability, and achieve more predictable multi-axis production performance.
For every multi-axis machining supplier, stable sub-spindle transfer performance remains one of the most important foundations of efficient automated machining.
You can edit text on your website by double clicking on a text box on your website. Alternatively, when you select a text box a settings menu will appear. your website by double clicking on a text box on your website. Alternatively, when you select a text box
If your machining team is struggling with shrinking margins, extended inspection time, or difficult quoting discussions, your tolerance strategy may need closer evaluation.
Reviewing drawings through both engineering and manufacturing perspectives can reveal opportunities to improve cost efficiency without compromising product performance.
Companies like Vulcury support suppliers with production-focused manufacturability insights, helping teams balance precision requirements with machining efficiency and long-term profitability.
By improving communication around tolerance requirements early, suppliers can strengthen customer trust, reduce production risk, and create more sustainable manufacturing operations.
Frequently Asked Questions
1. Why do CNC sub-spindles drop parts even when the machine appears mechanically fine?
Most sub-spindle transfer failures are caused by synchronization timing errors, chuck pressure sequencing problems, spindle alignment variation, or hidden cnc machine and programming issues rather than mechanical machine failure. Even small mismatches in spindle speed, clamping timing, or axis position can destabilize the transfer process during unattended machining.
2. How does synchronization timing affect sub-spindle transfer reliability?
Successful part transfer requires both spindles to rotate at nearly identical speeds while maintaining accurate positional alignment. If synchronization timing drifts slightly due to spindle acceleration lag, thermal growth, or delayed command execution inside CNC machine g code, the part may shift, rotate inconsistently, or fail transfer completely.
3. Why is chuck pressure sequencing important during sub-spindle transfers?
Improper chuck pressure control can deform or shift the part during transfer. Excessive clamping force may distort thin-wall or precision components, while premature chuck release timing can create concentricity errors and unstable downstream machining results. Stable programming of cnc machines requires carefully controlled pressure overlap and sequencing logic.
4. How can multi-axis machining suppliers improve sub-spindle transfer consistency?
Multi-axis machining suppliers improve transfer reliability by validating CNC machine g code carefully, standardizing proven transfer sequences, performing simulation and dry-run verification, and monitoring thermal stability during long production runs. Strong collaboration between programmers and operators also helps identify hidden synchronization issues before they create scrap or machine downtime.

