
Chatter Isn't Always the Tool’s Fault - Finding the Real Culprit in CNC Machine and Programming
Preamble
Chatter in Computer Numerical Control (CNC) machining is often blamed on tooling, but the real cause frequently lies deeper within the machining system. Issues related to spindle condition, fixturing resonance, toolpath strategy, and CNC machine and programming decisions can create vibration instability that impacts part quality, cycle time, and tool life. By identifying the root causes early and optimizing programming of CNC machines alongside machining setup conditions, suppliers can improve surface finish, reduce scrap, and maintain consistent machining performance—especially in tight-tolerance machining environments.
Introduction
In modern machining environments, chatter remains one of the most persistent and misunderstood production challenges. While operators often assume the CNC tool is the primary issue, vibration problems are commonly linked to spindle wear, fixturing instability, machine dynamics, or inefficient Computer-Aided Manufacturing (CAM) programming strategies.
For suppliers working with tight tolerances and complex geometries, unresolved chatter affects more than surface finish. It increases tool wear, reduces spindle life, impacts production efficiency, and introduces inconsistency across machined parts.
As machining operations become more advanced, solving chatter requires a broader understanding of machine behavior, fixturing resonance, and CNC machine and programming optimization—particularly in high-speed machining (HSM) applications.
Chatter in Computer Numerical Control (CNC) machining is often blamed on tooling, but the real cause frequently lies deeper within the machining system. Issues related to spindle condition, fixturing resonance, toolpath strategy, and CNC machine and programming decisions can create vibration instability that impacts part quality, cycle time, and tool life. By identifying the root causes early and optimizing programming of CNC machines alongside machining setup conditions, suppliers can improve surface finish, reduce scrap, and maintain consistent machining performance—especially in tight-tolerance machining environments.
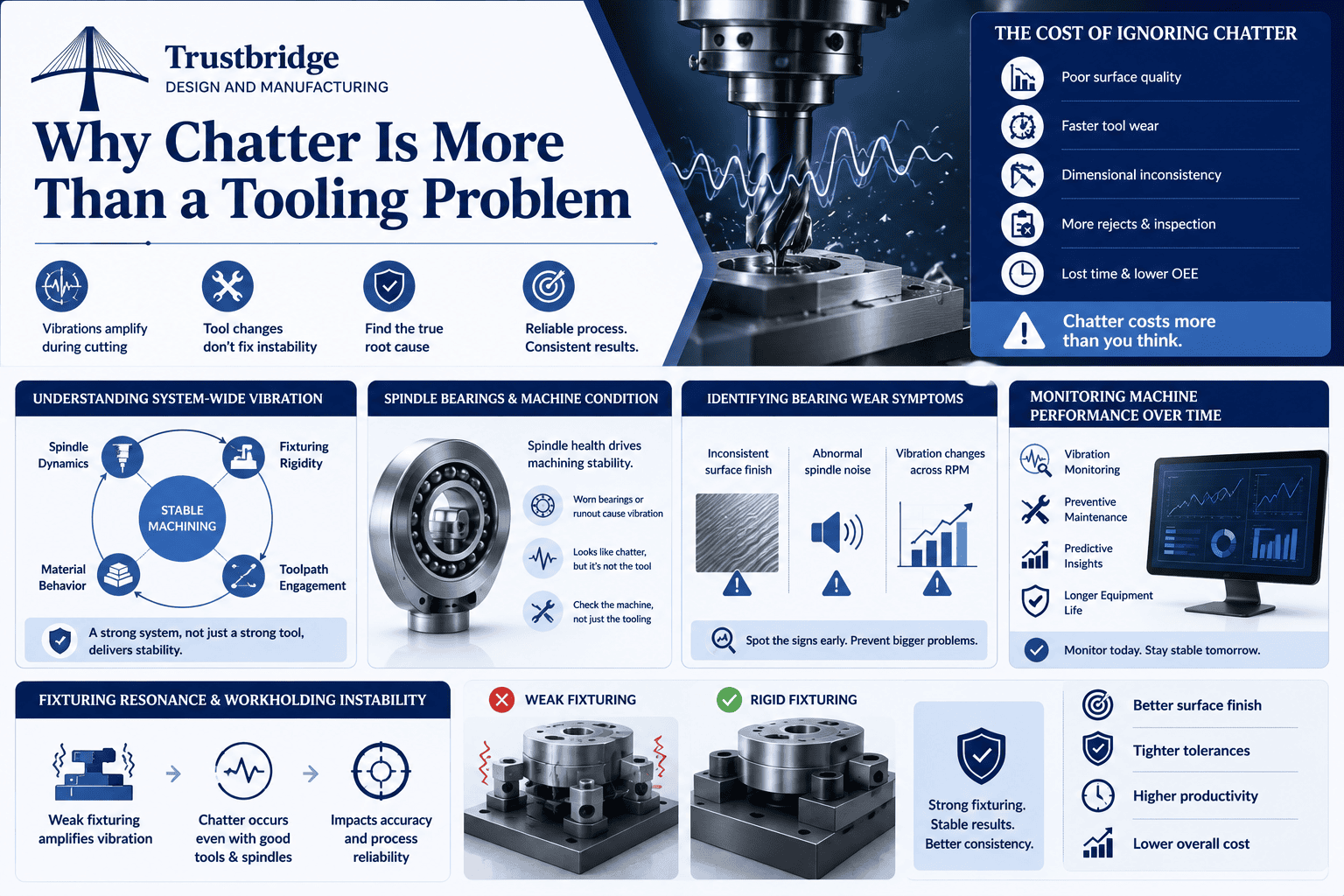
Why Chatter Is More Than a Tooling Problem
Chatter occurs when vibrations between the machine, workpiece, tooling, and spindle amplify during cutting. In many cases, replacing the tool does not solve the issue because the underlying instability remains.
For every advanced machining supplier, identifying the true source of chatter is essential for maintaining process reliability and production consistency.
The Cost of Ignoring Chatter
Persistent chatter reduces surface quality, accelerates tool wear, and creates dimensional inconsistencies.
For a tight-tolerance machining supplier, these issues can lead to rejected parts, increased inspection requirements, and lost production time—ultimately reducing Overall Equipment Effectiveness (OEE).
Understanding System-Wide Vibration
Machining stability depends on the interaction between spindle dynamics, fixturing rigidity, toolpath engagement, and material behavior.
A stable CNC tool alone cannot compensate for weak fixturing or inefficient programming of CNC machines, particularly during aggressive material removal rate (MRR) operations.
Spindle Bearings and Machine Condition
Spindle conditions play a major role in machining stability. Worn bearings or excessive spindle runout can introduce vibration that appears similar to tooling chatter.
Without regular machine evaluation, suppliers may repeatedly replace tooling without addressing the real source of instability.
Identifying Bearing Wear Symptoms
Common warning signs include inconsistent surface finish, abnormal spindle noise, and vibration changes at different RPM ranges.
These indicators often become more visible during high-speed machining (HSM) operations where spindle load sensitivity increases.
Monitoring Machine Performance Over Time
Preventive maintenance and vibration monitoring help suppliers detect machine degradation before chatter becomes a recurring production issue.
This proactive approach improves machining consistency, supports predictive maintenance strategies, and extends equipment lifespan.
Fixturing Resonance and Workholding Instability
Fixturing is one of the most overlooked causes of chatter. Even with optimized cutting tools and stable spindles, weak work holding can amplify vibration during machining.
For suppliers producing complex parts, fixture rigidity directly impacts machining performance and dimensional accuracy.
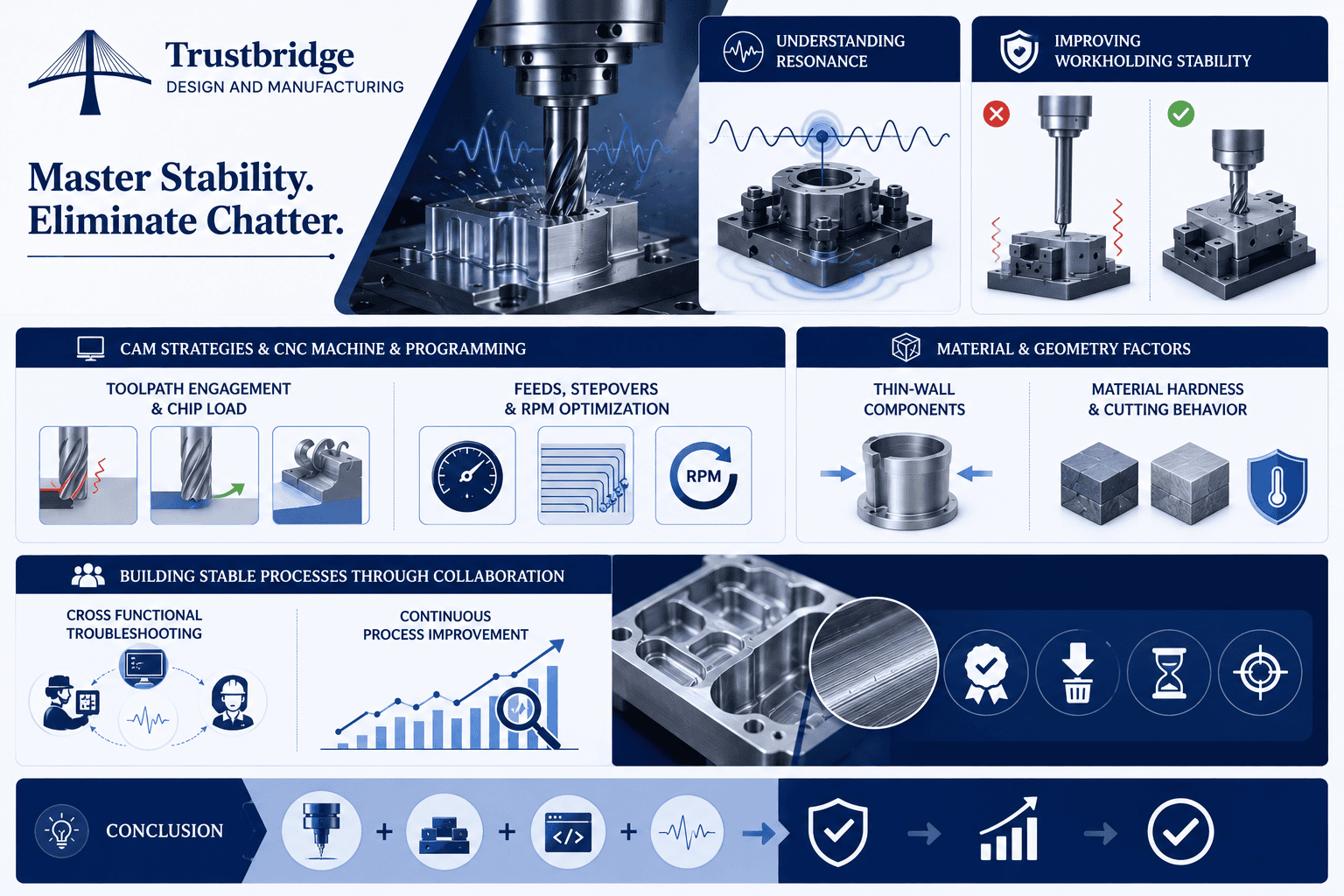
Understanding Resonance in Machining Setups
Every fixture system has a natural vibration frequency. When cutting forces align with this frequency, resonance occurs and chatter rapidly increases.
This is especially common in thin-wall parts, extended workholding setups, or components with low structural rigidity.
Improving Workholding Stability
Shorter tool stick-out, rigid clamping strategies, and optimized support locations reduce vibration transfer throughout the setup.
Stable fixturing improves both machining accuracy and repeatability while supporting better Geometric Dimensioning and Tolerancing (GD&T) consistency.
CAM Strategies and CNC Machine and Programming Mistakes
CAM programming decisions significantly influence machining stability. Poor tool engagement strategies or aggressive toolpaths often create unstable cutting conditions.
Optimizing CNC machine and programming workflows helps suppliers reduce vibration while improving cycle time efficiency and machining consistency.
Tell about how can someone do this
Toolpath Engagement and Chip Load
Sudden engagement changes increase cutting forces and vibration.
Consistent radial engagement, smoother toolpaths, and optimized chip load management help maintain stable cutting conditions.
Feed Rates, Stepovers, and RPM Optimization
Incorrect feeds and speeds are common chatter triggers.
Programming of CNC machines should account for spindle power, tool rigidity, machine dynamics, and material characteristics to maintain process stability and balanced cutter engagement.
Material and Geometry Factors That Influence Chatter
Part geometry and material selection can significantly affect machining stability.
Thin walls, unsupported features, and difficult-to-machine alloys increase vibration risk during cutting—especially in precision aerospace and medical machining applications.
Machining Thin-Wall Components
Thin-wall parts are highly susceptible to deflection and resonance.
Reducing cutting force, optimizing support strategies, and controlling tool deflection help minimize instability.
Material Hardness and Cutting Behavior
Different materials respond differently under cutting loads.
Understanding these characteristics allows suppliers to optimize tooling selection, machining parameters, and cutting strategies accordingly—particularly for hardened alloys and heat-resistant materials.
Building Stable Processes Through Collaboration
Solving chatter requires collaboration between machinists, programmers, tooling specialists, and manufacturing engineers.
Advanced machining suppliers that integrate process feedback into production workflows achieve more stable and predictable machining outcomes through continuous process optimization.
Cross Functional Troubleshooting
Machine operators often identify vibration patterns that programmers may not immediately recognize.
Sharing this information improves machining optimization, troubleshooting accuracy, and overall process capability.
Continuous Process Improvement
Tracking machining performance across jobs allows suppliers to refine programming standards and improve long-term process stability.
This data-driven approach supports continuous improvement initiatives and more repeatable machining outcomes across production runs.
Conclusion
Chatter is rarely caused by the CNC tool alone. In most cases, vibration issues stem from a combination of spindle condition, fixturing resonance, machine dynamics, and CNC machine and programming decisions.
By evaluating the complete machining system and optimizing programming strategies through advanced CAM and machining analysis, suppliers can improve surface finish, reduce scrap, extend tool life, and maintain stable machining performance.
For every tight-tolerance machining supplier, understanding the true causes of chatter is essential for achieving consistent quality, machining stability, and production efficiency.
Frequently Asked Questions
1. What are the most common causes of chatter in CNC machining?
Chatter is commonly caused by a combination of spindle instability, weak fixturing, excessive tool stick-out, aggressive CAM toolpaths, and incorrect feeds and speeds. In many cases, the problem is not the CNC tool itself, but instability within the overall CNC machine and programming setup.
2. How does CNC machine and programming strategy affect machining chatter?
Programming decisions directly influence cutting stability. Poor tool engagement, inconsistent chip load, aggressive stepovers, and incorrect RPM selection can create vibration during machining. Optimizing programming of CNC machines through smoother toolpaths, balanced cutter engagement, and proper feed rate control helps reduce chatter and improve surface finish.
3. Why is fixturing stability important in tight-tolerance machining?
Weak or unstable fixturing allows vibration to transfer through the workpiece during cutting. For a tight-tolerance machining supplier, this can lead to dimensional inaccuracies, poor surface finish, and inconsistent machining performance. Rigid workholding and proper support placement are critical for maintaining stability and repeatability.
4. How can advanced machining suppliers reduce chatter and improve process stability?
Advanced machining suppliers reduce chatter by taking a system-level approach that includes spindle condition monitoring, rigid fixturing, optimized CAM programming, vibration analysis, and continuous process improvement. Combining machine maintenance with smarter CNC machine and programming strategies helps improve tool life, reduce scrap, and maintain consistent machining quality.

