
Live Tooling Cycle Time Traps No One Talks About in Turn-Mill Centers for CNC Machine and Programming
Preamble Summary
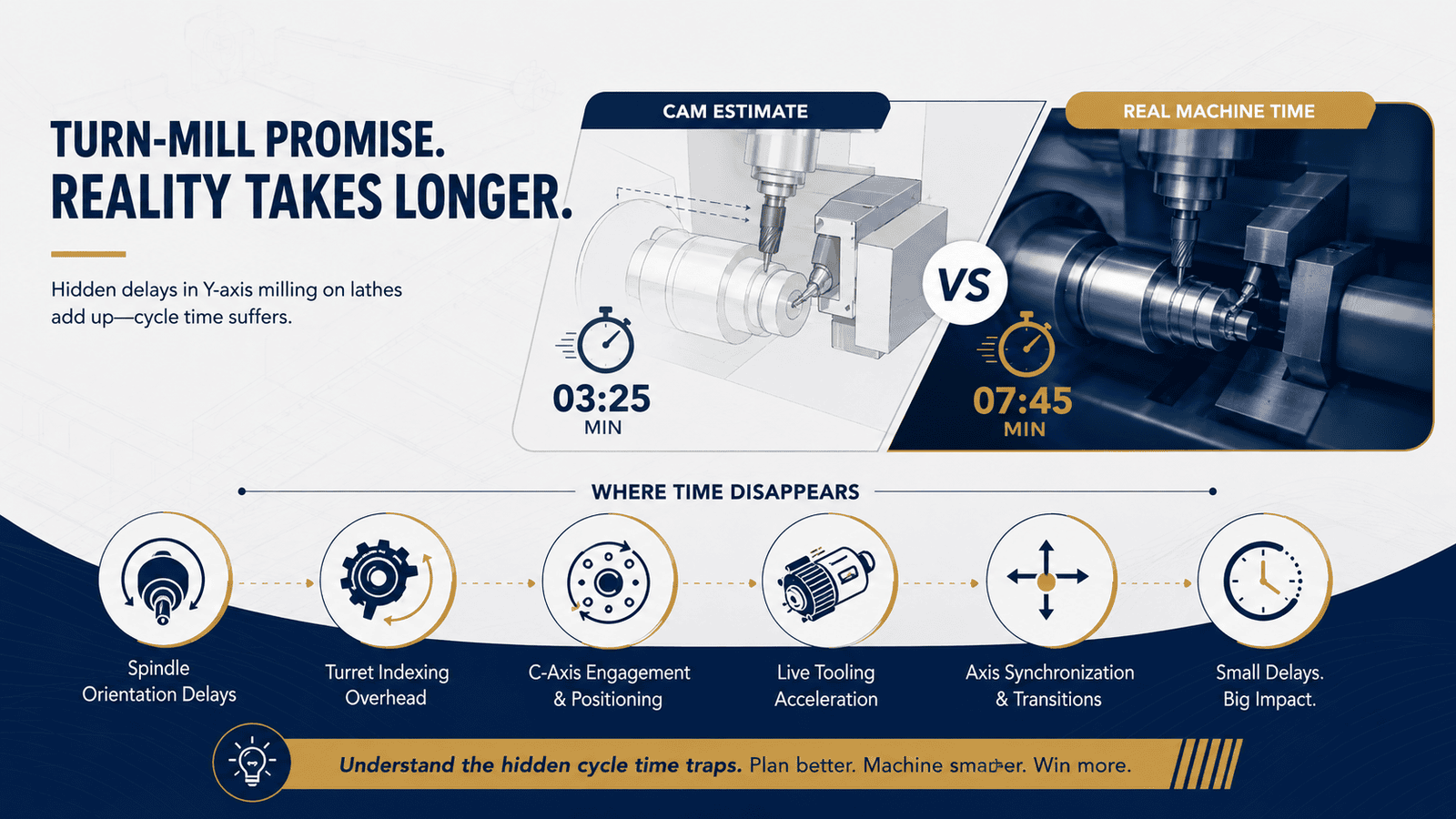
Turn-mill centers promise high productivity by combining turning and milling into a single setup, but real production performance often falls short of CAM software estimates. Y-axis milling on a lathe introduces synchronization delays, spindle limitations, and machine motion constraints that significantly affect actual machining time. In many cnc machine and programming workflows, programmers underestimate the impact of live tooling acceleration, rotary positioning, and machine kinematics on cycle efficiency. Understanding these hidden cycle time traps helps suppliers improve production forecasting, optimize machining strategies, and achieve more realistic turn-mill performance.
Introduction
Turn-mill centers are designed to reduce setups, improve part accuracy, and consolidate machining operations into a single platform. CAM software frequently presents these machines as highly efficient systems capable of handling both turning and milling operations seamlessly.
However, actual production performance often tells a different story.
Many programmers discover that Y-axis milling operations on a lathe take significantly longer than predicted by simulation software. Machine acceleration limits, spindle synchronization delays, and rotary positioning overhead create hidden inefficiencies that are rarely visible inside CAM estimates.
What makes this challenging is that most CAM systems primarily focus on toolpath length and programmed feed rates. They often assume ideal machine behavior where every axis instantly reaches commanded speed and every transition occurs without delay. Real machines simply do not operate that way.
Every spindle orientation command, turret movement, C-axis engagement sequence, and live tooling startup introduces small delays. Individually these delays seem insignificant, but across hundreds of operations they can add minutes—or even hours—to total production time.
For every advanced machining supplier, understanding the difference between simulated cycle time and real machine behavior is essential for improving production planning, machine utilization, and machining profitability.
Why CAM Software Underestimates Turn-Mill Cycle Time
Most CAM systems calculate cycle time using programmed feed rates, spindle speeds, and toolpath distances. While this provides a useful estimate, it does not fully represent how a machine behaves in production.
A turn-mill center constantly transitions between machine states. It may stop a turning operation, orient the spindle, lock the C-axis, activate live tooling, perform milling operations, and then reverse the process to resume turning. Each of these events consumes time that is often underestimated or ignored by simulation software.
Additionally, machine controllers must manage servo response, spindle stabilization, and safety verification routines before motion can continue. These actions may only take fractions of a second individually, but they accumulate rapidly during complex parts.
This is why a CAM estimate that predicts a 20-minute cycle may become a 25- or 30-minute cycle on the shop floor.
- Machine Acceleration and Deceleration Limits
Live tooling operations require spindle synchronization, axis acceleration, and positioning stabilization.
Machines cannot instantly reach programmed feed rates during short milling moves.
On small features, the machine may spend more time accelerating and decelerating than actually cutting at full feed rate. This creates a significant gap between theoretical and actual machining performance.
- Rotary Axis Positioning Delays
Indexing and positioning rotary axes introduce additional non-cutting time during machining sequences.
Frequent axis repositioning significantly increases actual cycle time.
Complex parts containing multiple indexed features often experience substantial delays from repeated C-axis movement and positioning verification.
Y-Axis Milling Constraints Inside Turn-Mill Centers
Y-axis milling on a lathe behaves differently than milling on a dedicated cnc milling machine.
While turn-mill centers offer tremendous flexibility, they are fundamentally designed around turning operations first and milling operations second. As a result, their milling performance is often constrained by machine architecture.
Many programmers assume that if a machine has Y-axis capability, it should perform similarly to a machining center. In practice, structural rigidity, spindle power delivery, and machine mass distribution can create very different cutting conditions.
Understanding these limitations helps suppliers build more realistic machining strategies and avoid overly aggressive programming assumptions.
- Reduced Structural Rigidity
Turn-mill centers prioritize flexibility over pure milling rigidity.
This limits aggressive cutting performance during live tooling operations.
Heavy milling cuts that perform well on a vertical machining center may generate vibration, tool deflection, or chatter when executed on a turn-mill platform.
- Spindle Power Distribution Challenges
Live tooling systems often share power resources with the turning spindle.
Heavy milling loads may require conservative cutting parameters.
This becomes especially noticeable when machining harder materials where spindle power limitations directly affect feed rates and depth-of-cut decisions.
Synchronization Delays That Impact Production Efficiency
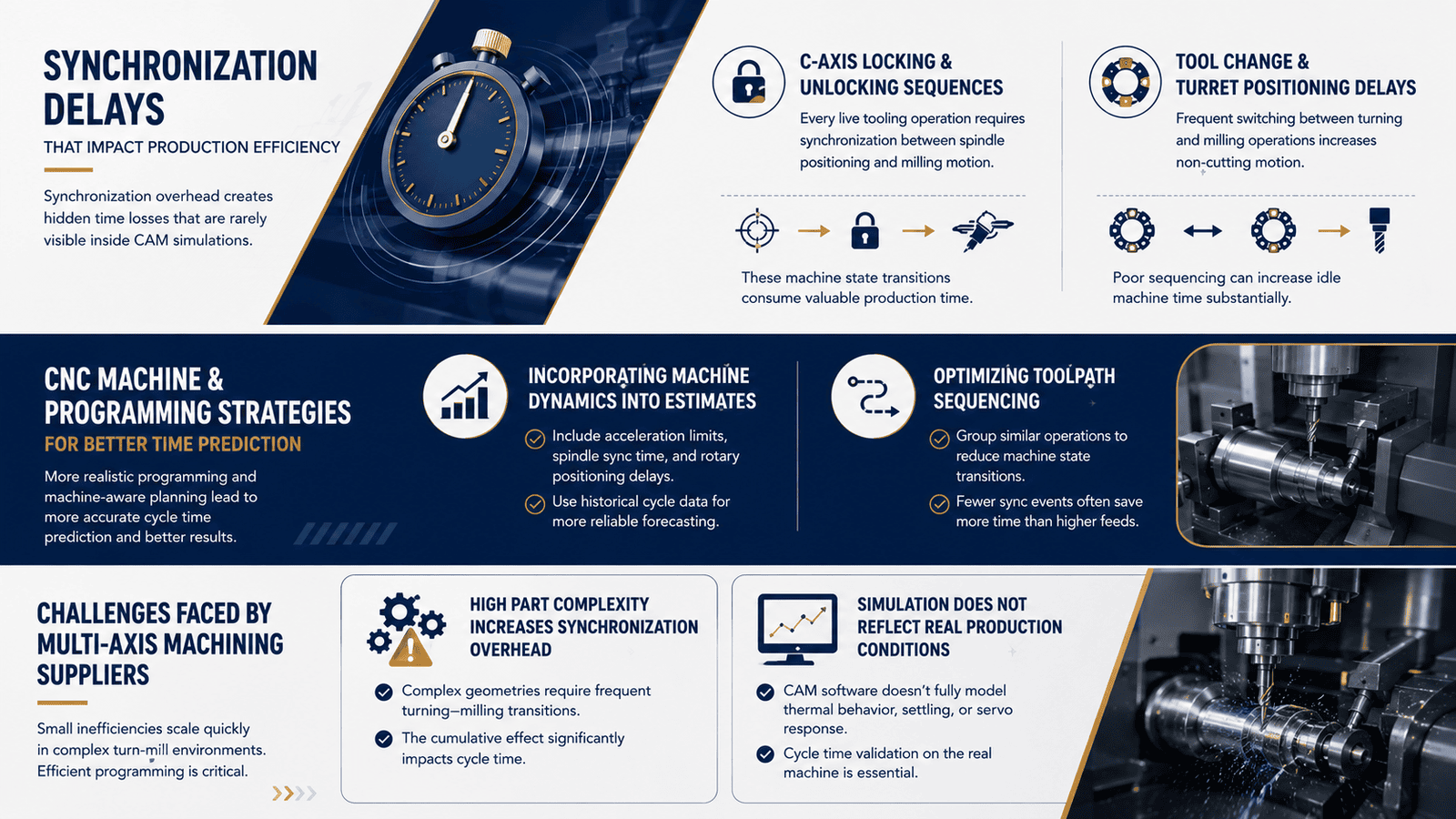
Synchronization overhead creates hidden time losses that are rarely visible inside CAM simulations.
These delays accumulate significantly during complex machining operations.
Many programmers focus heavily on cutting parameters while overlooking machine state transitions. Yet in many turn-mill applications, synchronization delays contribute more lost time than the actual cutting process.
The more frequently a machine transitions between turning and milling, the more important synchronization efficiency becomes.
- C-Axis Locking and Unlocking Sequences
Every live tooling operation requires synchronization between spindle positioning and milling motion.
These machine state transitions consume valuable production time.
A complex component requiring dozens of indexed features may spend a surprising amount of time simply preparing for machining rather than machining itself.
- Tool Change and Turret Positioning Delays
Frequent switching between turning and milling operations increases non-cutting motion considerably.
Poor sequencing can increase idle machine time substantially.
Grouping similar operations together often reduces these delays and improves overall machine utilization.
CNC Machine and Programming Strategies for Better Time Prediction
Improving cycle time accuracy requires more realistic cnc machine and programming methods.
Shops that rely only on CAM estimates often underestimate true production cost.
The most successful suppliers understand that machine behavior must be incorporated into production forecasting. They evaluate historical machine performance, synchronization overhead, and machine-specific limitations when estimating cycle times.
This creates more accurate quoting and prevents unpleasant surprises after production begins.
- Incorporating Machine Dynamics Into Estimates
Acceleration limits, spindle synchronization time, and rotary positioning delays should be included in cycle calculations.
This improves quoting accuracy significantly.
Historical cycle data often provides a more reliable forecasting baseline than simulation alone.
- Optimizing Toolpath Sequencing
Grouping similar operations together reduces machine state transitions and unnecessary axis movement.
Better sequencing improves overall machining efficiency.
Reducing repetitive spindle synchronization events can often save more time than increasing cutting parameters.
Challenges Faced by Multi-Axis Machining Suppliers
Multi-axis machining suppliers often manage highly complex machining environments where small inefficiencies scale quickly.
Turn-mill optimization requires balancing flexibility with production speed.
Because these machines can perform many operations in a single setup, programmers sometimes overlook how much non-cutting motion exists within the process.
As part complexity increases, synchronization overhead grows as well, making efficient programming even more critical.
- High Part Complexity Increases Synchronization Overhead
Complex geometries often require repeated transitions between turning and milling operations.
This creates significant machine motion overhead.
The cumulative effect can dramatically impact cycle time on highly featured components.
- Simulation Does Not Reflect Real Production Conditions
CAM software rarely models thermal behavior, spindle settling, or servo response accurately.
Actual machine performance frequently differs from simulated estimates.
This is why cycle time validation on the physical machine remains essential.
Improving Live Tooling Efficiency in Production
Reducing hidden inefficiencies requires both programming improvements and operational awareness.
The most efficient shops optimize machine behavior—not just toolpaths.
Rather than focusing exclusively on cutting speed, successful suppliers evaluate machine utilization holistically. They identify areas where machine transitions, synchronization events, and positioning routines consume excessive time.
Small improvements across multiple areas often generate substantial cycle time reductions.
- Reducing Short Milling Moves
Very small milling features often generate excessive acceleration and deceleration losses.
Combining operations where possible improves efficiency.
Longer continuous cuts allow machines to spend more time at productive feed rates.
- Standardizing Proven Machining Strategies
Documenting successful turn-mill workflows improves repeatability across operators and machines.
This strengthens long-term production consistency.
Standardized strategies also improve quoting accuracy and reduce process development time.
Conclusion
Turn-mill centers provide major manufacturing advantages, but real machining performance often differs significantly from CAM software predictions. Y-axis milling operations introduce hidden synchronization delays, rotary positioning overhead, and machine dynamic limitations that increase cycle time substantially.
By improving cnc machine and programming workflows, incorporating realistic machine behavior into estimates, and optimizing live tooling sequences carefully, suppliers can achieve more accurate production forecasting and better machining efficiency.
For every advanced machining supplier and multi-axis machining supplier, understanding real turn-mill machine behavior is essential for improving profitability and production performance.
If your shop consistently sees turn-mill cycle times exceed CAM estimates, hidden machine synchronization losses may be affecting your production efficiency.
Evaluating machine dynamics, toolpath sequencing, spindle transitions, and live tooling behavior together can uncover inefficiencies that traditional simulations fail to capture.
Companies like Vulcury help suppliers optimize cnc machine and programming workflows through production-focused process analysis, machining strategy refinement, and real-world manufacturing insights designed to improve profitability and throughput.
By aligning programming strategy with actual machine behavior, suppliers can improve quoting accuracy, reduce non-cutting time, and unlock the full productivity potential of modern turn-mill centers.
Frequently Asked Questions
1. Why do turn-mill center cycle times often exceed CAM software estimates?
CAM software primarily calculates cycle time based on programmed feed rates, spindle speeds, and toolpath distances. However, it often underestimates machine acceleration limits, spindle synchronization delays, rotary-axis positioning, and live tooling transitions. These hidden machine events accumulate throughout the cycle and can significantly increase actual production time.
2. How do live tooling operations affect machining efficiency in turn-mill centers?
Live tooling requires additional machine actions such as spindle orientation, C-axis locking, tool activation, and synchronization between turning and milling operations. While each event may only take a few seconds, repeated transitions throughout a complex part can create substantial non-cutting time that reduces overall machine efficiency.
3. Why does Y-axis milling on a turn-mill center perform differently from a CNC milling machine?
Although turn-mill centers offer Y-axis capability, they are primarily designed for turning operations. Compared to a dedicated CNC milling machine, they often have lower milling rigidity, different spindle power distribution characteristics, and additional machine-motion constraints. These factors can limit cutting performance and increase cycle time during live tooling operations.
4. How can advanced machining suppliers improve turn-mill cycle time accuracy?
Advanced machining suppliers improve forecasting accuracy by incorporating real machine behavior into their cnc machine and programming workflows. This includes accounting for spindle synchronization time, rotary-axis positioning delays, acceleration limits, turret movements, and machine-specific dynamics. Combining CAM estimates with historical production data typically produces far more realistic cycle-time predictions and quoting accuracy.

