
How Tiny Design Changes Can Cut Your CNC Machining Costs by 40%
CNC machining costs are often driven less by raw material and more by design decisions that increase machining complexity. Small geometry choices such as sharp internal corners, excessive tolerances, deep cavities, thin walls, and inefficient setups can dramatically increase cycle time, tooling wear, inspection requirements, and programming complexity. By applying strong design for manufacturability principles early, engineers can reduce CNC machining costs by as much as 40% without sacrificing functionality or product quality.
This figure is consistent with industry machining data. For example, increasing an internal corner radius from 0.5 mm to 3 mm can reduce machining time by nearly 40% while eliminating the need for costly secondary EDM operations. Across an entire component, combining multiple small geometry optimizations routinely produces overall cost reductions in the 30–50% range.
Introduction
In modern CNC production, machining cost is rarely determined by material alone. Many of the largest cost increases originate from small geometry decisions made during the design stage. Features that appear minor inside CAD environments can become major manufacturing challenges once machining begins.
Tight internal corners, unnecessary tolerances, deep pockets, difficult setups, and poor tool accessibility all increase machining time, programming complexity, tooling wear, and inspection effort. These inefficiencies compound across production volumes, significantly increasing overall manufacturing cost.
This is where design for manufacturability becomes critical. Small geometry refinements can dramatically improve manufacturable design by reducing setup changes, shortening cycle times, stabilizing machining conditions, and improving tooling efficiency.
The most effective cost reductions in cnc manufacturing rarely come from complete redesigns. Instead, they come from dozens of intelligent small design decisions made before production starts.
Reducing CNC machining costs by 40% is not theoretical. Shops regularly achieve major savings by eliminating unnecessary EDM operations, reducing setup count, simplifying tooling strategy, and improving tool accessibility. In many cases, relatively minor geometry modifications create substantial reductions in cycle time and machining complexity.
Restated Insight: Tiny geometry improvements often create massive manufacturing savings by simplifying machining operations, improving tooling access, and stabilizing production efficiency. Please read on to understand how strategic DFM decisions can reduce CNC costs by up to 40%.
Why Small Geometry Decisions Have a Massive Cost Impact
Every CNC machined feature introduces manufacturing consequences. A part that appears simple in CAD may still require multiple setups, specialty tooling, slow machining passes, or additional finishing operations once it reaches the machine floor.
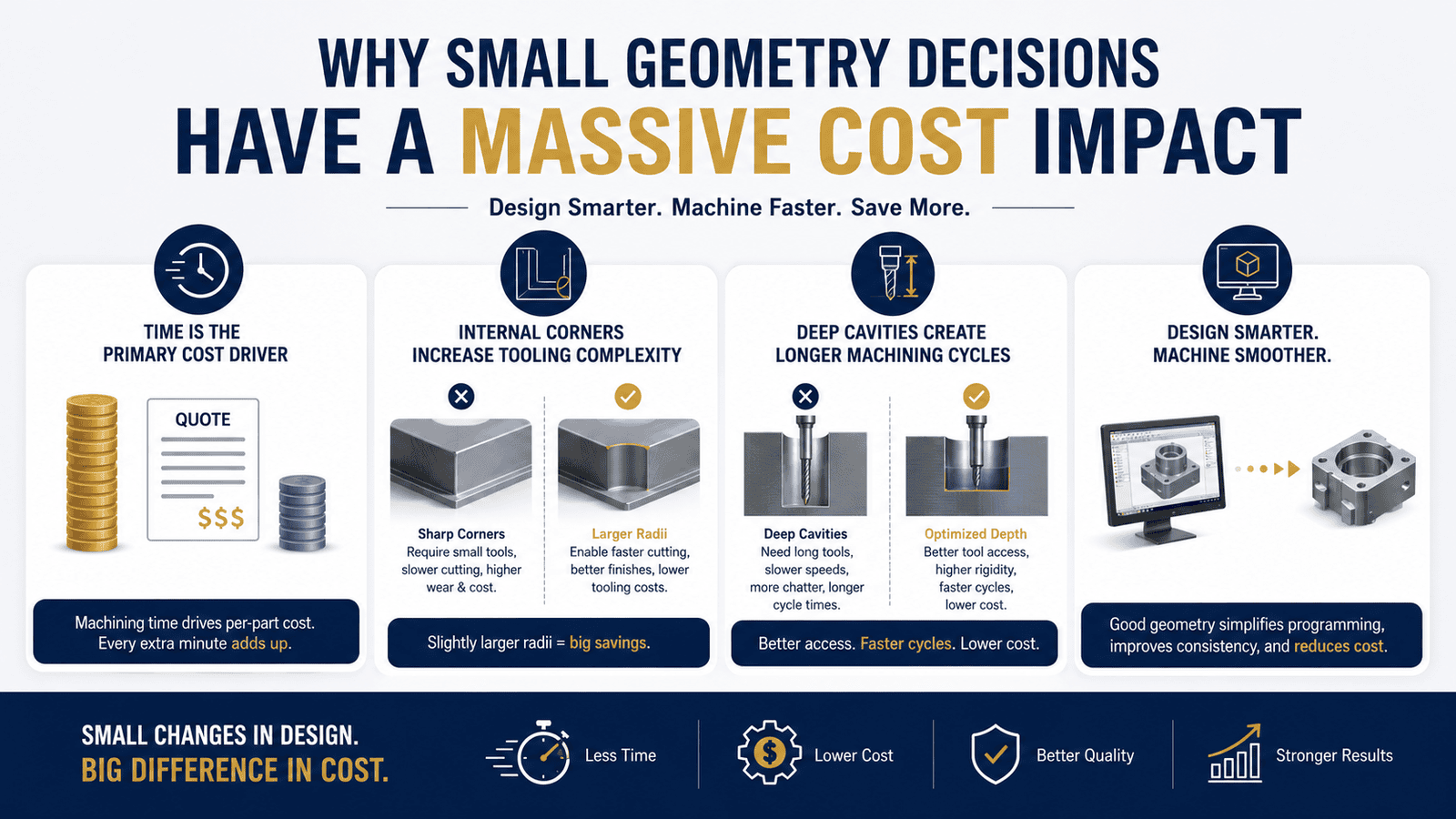
In CNC machining, time is the primary cost driver. Machining time is often the single largest line item in a per-part quote, especially at low-to-medium production volumes where setup time and cycle time cannot be distributed across massive runs.
Every additional tool change, repositioning step, or extended cutting cycle increases total production expense. A strong manufacturable design eliminates unnecessary machining complexity before production begins.
Internal Corners Increase Tooling Complexity
Sharp internal corners are one of the most common hidden cost drivers in CNC machining. Standard cutting tools are round, which means perfectly square corners require extremely small tools or secondary operations such as EDM machining.
Small cutting tools remove material more slowly, vibrate more easily, and wear out faster. This increases both cycle time and tooling expense.
Even slightly increasing internal corner radii allows machinists to use larger, more stable tools that cut faster, maintain rigidity more effectively, and improve surface finish quality.
Deep Cavities Create Longer Machining Cycles
Deep pockets typically require long-reach tooling, which reduces rigidity and increases chatter risk during machining.
To maintain dimensional stability, machinists must reduce cutting speeds and take lighter passes, extending total machining time significantly.
Reducing cavity depth or redesigning features for improved tool access can dramatically improve machining efficiency and lower production cost.
Design for Manufacturability Starts Before CNC Programming
Many machining problems originate during the design stage long before any machining operation begins. Poor geometry decisions often force programmers to create overly complicated cnc machining programs with excessive toolpaths, setup adjustments, and manual intervention.
Strong manufacturing dfm practices simplify the relationship between CAD models, CAM systems, and machining operations. When geometry supports efficient machining strategy, production becomes more stable and predictable.
Small design refinements reduce programming complexity while improving consistency on the shop floor.
Unnecessary Tight Tolerances Increase Inspection Costs
Not every feature requires extreme precision. Over-tolerancing is one of the fastest ways to increase machining and inspection expense.
Tighter tolerances often require slower cutting passes, additional inspection steps, specialized metrology equipment, and higher scrap risk.
Applying ±0.001-inch tolerances to non-critical cosmetic features, for example, forces machinists to control dimensions that may not impact functionality at all.
A strong manufacturable design applies tight tolerances only where performance truly requires them.
H3: Simplified Setups Reduce Machining Time
Complex parts frequently require multiple setups to access every feature. Each additional setup introduces labor cost, alignment risk, and machine downtime.
Small geometry adjustments that improve tool accessibility can significantly reduce setup requirements.
Repositioning holes, improving part symmetry, adjusting wall geometry, or modifying part orientation may allow more operations to be completed in a single fixture, improving efficiency and reducing machining cost.
Material Removal Strategy Directly Affects Cost
Efficient CNC machining depends on removing material quickly, consistently, and predictably. Parts that force interrupted cutting paths or unstable machining conditions dramatically increase cycle time and tooling stress.
Engineers who understand how machining forces interact with geometry create parts that are significantly easier and faster to produce.
This is where design for manufacturability evolves from a manufacturing guideline into a major competitive advantage.
Thin Walls Increase Vibration and Scrap Risk
Thin walls may appear clean and lightweight in CAD models, but they are difficult to machine consistently.
As material is removed, thin sections can flex under cutting pressure, creating vibration, dimensional variation, and poor surface finish quality.
This creates a compounding machining problem. Machinists often reduce feed rates to minimize deflection, but slower cutting increases heat generation, which can further degrade surface finish quality and trigger additional rework passes. Each compensation step adds machining time and cost that was invisible during the original CAD stage.
Slight increases in wall thickness or strategic reinforcement can stabilize machining behavior while reducing scrap and rework.
Excessive Material Removal Wastes Machine Time
Large solid stock blocks that require aggressive material removal consume unnecessary machining hours.
In many cases, engineers can redesign internal geometry to reduce stock volume without compromising structural performance.
Strategic pocketing, optimized rib placement, and smarter stock dimensions reduce machining load while improving cycle efficiency.
A part that removes less material is generally cheaper and faster to machine.
CNC Tooling Efficiency Depends on Smart Design
Efficient cnc tooling strategy plays a major role in machining profitability. Designs that rely heavily on specialty cutters, custom tooling, or restricted tool access increase both tooling cost and machine downtime.
Standard tooling is typically faster, more cost-effective, and easier to maintain.
When engineers design around common tooling dimensions and machining capabilities, production becomes significantly more scalable.
Standard Hole Sizes Reduce Tool Changes
Non-standard hole dimensions often require custom drills, interpolation cycles, or secondary finishing operations.
Using standard drill sizes allows machinists to rely on readily available tooling that cuts faster and lasts longer.
Even minor dimensional adjustments can eliminate unnecessary tooling complexity and improve machining efficiency.
Blind holes should also be evaluated carefully against through-hole alternatives whenever functionality allows. Through holes are generally easier to machine, evacuate chips more effectively, and reduce cycle time compared to deep blind-hole machining operations.
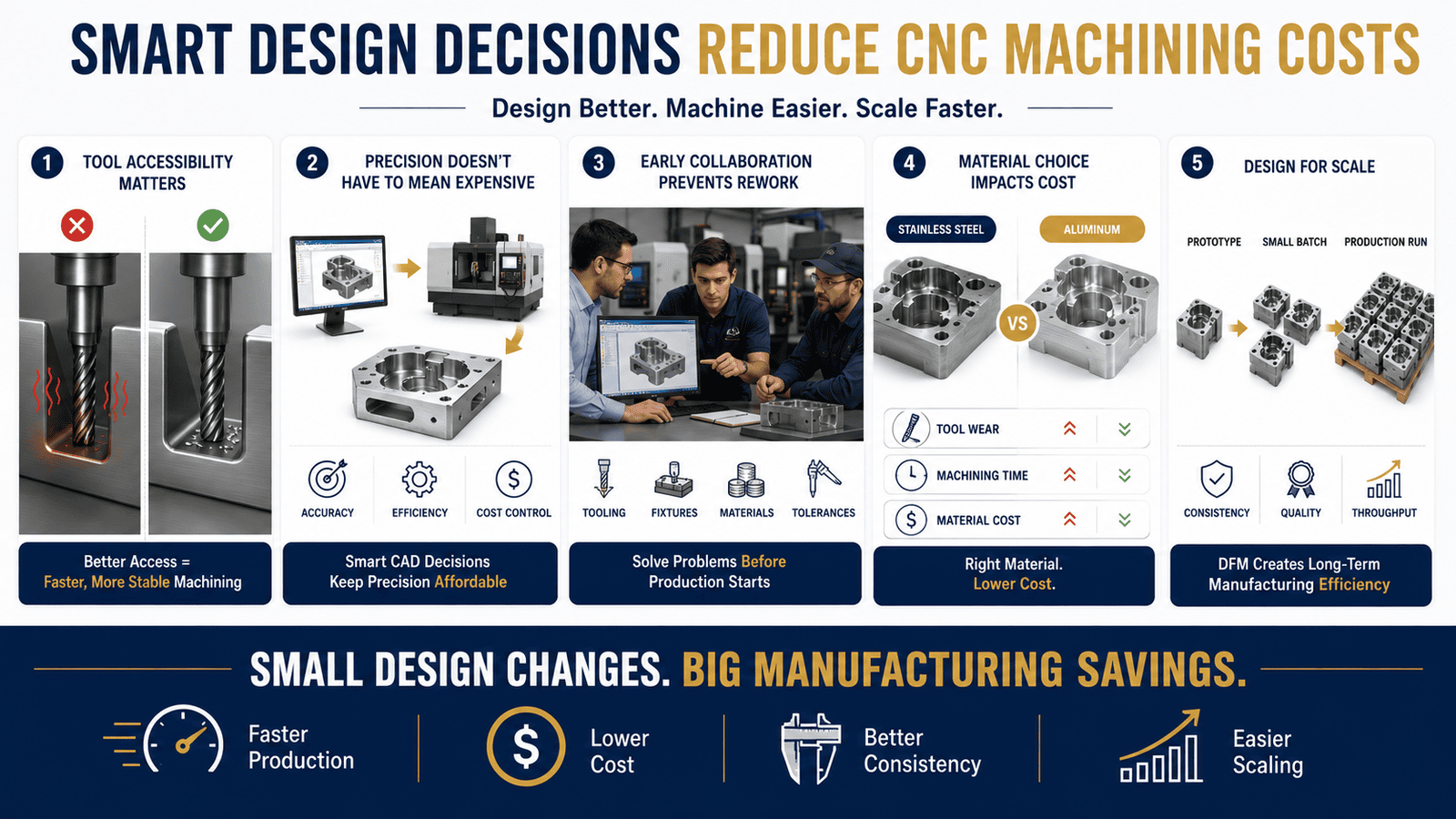
Tool Accessibility Improves Machining Stability
Features positioned too closely together or inside restricted spaces create poor tool access conditions.
Limited accessibility increases the likelihood of vibration, tool deflection, and poor chip evacuation.
Simple spacing adjustments can improve spindle access, stabilize machining conditions, and reduce cycle times considerably.
Precision CNC Machining Becomes More Affordable with Smarter CAD Decisions
Many engineers assume high precision automatically creates high manufacturing cost. In reality, smart CAD decisions often determine whether precision CNC machining remains efficient or becomes unnecessarily expensive.
A strong manufacturable design balances tolerance control, functionality, machining accessibility, and production efficiency simultaneously.
The goal is not to simplify the part at the expense of performance. The goal is to eliminate geometry that creates manufacturing difficulty without adding functional value.
Early Collaboration Prevents Expensive Rework
Some of the most expensive machining problems appear only after production has already started.
When engineers collaborate with machinists and programmers early, many hidden cost drivers can be identified before CNC programming begins.
Discussions around tooling access, fixturing strategy, machining sequence, material selection, and tolerance placement often reveal simple improvements that significantly reduce machining cost.
For example, switching from stainless steel to aluminum in non-critical structural applications can dramatically reduce machining time, tooling wear, and raw material cost simultaneously.
Manufacturing DFM Improves Long-Term Scalability
A part that machines successfully during prototyping may still struggle during production scaling.
Manufacturing dfm focuses on creating geometry that remains stable and efficient across higher production volumes, multiple setups, and long-term machining runs.
Parts that machine consistently across batches reduce downtime, inspection variability, and supplier complications over time.
Conclusion
Tiny geometry changes often create enormous manufacturing advantages. Small adjustments to corner radii, cavity depth, wall thickness, tolerances, and tooling accessibility can significantly reduce machining complexity while improving production consistency.
The most successful engineers do not design parts only for function. They design for manufacturable performance inside real CNC environments.
Strong design for manufacturability practices reduce machining cost because they align engineering intent with machining reality. When geometry supports efficient tooling, stable cutting conditions, simplified setups, predictable material removal, and scalable machining strategy, cnc manufacturing becomes faster, more reliable, and substantially more cost-effective.
Reducing CNC machining costs by 40% is rarely the result of one major redesign. More often, it comes from many intelligent small decisions made early in the engineering process — including smarter corner radii, better setup planning, strategic material selection, improved symmetry, optimized hole strategy, and machine-friendly geometry throughout the part.
If your CNC machining costs continue increasing, the problem may not be your machines, tooling, or supplier capacity. The issue may begin with the design itself.
Review where your current parts create unnecessary machining complexity. Evaluate tolerance strategy, tool accessibility, setup requirements, wall stability, hole design, and material removal patterns before production begins. Small geometry improvements introduced early can eliminate major manufacturing costs later.
Companies like Vulcury help engineering teams improve manufacturable design by combining CNC production expertise with practical DFM guidance, machining strategy optimization, and scalable manufacturing support.
The best manufacturable parts are not only functional — they are machine-friendly, production-efficient, scalable, and optimized for long-term manufacturing success.
Frequently Asked Questions
1. How can small design changes reduce CNC machining costs by up to 40%?
Small geometry improvements such as increasing internal corner radii, simplifying setups, reducing deep cavities, and optimizing tool access can significantly reduce cycle time, tooling wear, and programming complexity. Strong design for manufacturability practices help eliminate unnecessary machining operations and improve overall cnc manufacturing efficiency.
2. Why do sharp internal corners increase CNC machining cost?
Sharp internal corners often require very small cutting tools or secondary EDM operations because standard CNC tools are round. Smaller tools cut more slowly, wear out faster, and increase vibration risk. Slightly increasing corner radii allows machinists to use larger, more stable tooling that improves machining speed and reduces production cost.
3. How do unnecessary tight tolerances affect manufacturable design?
Overly tight tolerances increase machining time, inspection requirements, scrap risk, and setup complexity even when the feature is not functionally critical. A strong manufacturable design applies tight tolerances only where performance requires them, helping reduce machining cost while maintaining product quality.
4. Why is design for manufacturability important before CNC programming begins?
Many machining inefficiencies originate during the CAD design stage long before production starts. Design for manufacturability improves tooling access, setup efficiency, material removal strategy, and machining stability, allowing cnc machining programs to run faster, more consistently, and with lower overall production cost.

