
Wall Thickness, Tolerances and Cavities — The Designer’s Checklist for CNC-Ready Parts
Preamble
A CAD model may appear fully optimized during design review and still create major production problems once machining begins. In modern CNC manufacturing, many machining delays, tolerance failures, unstable setups, and excessive production costs originate long before the first toolpath is programmed. Thin unsupported walls, unrealistic tolerances, inaccessible cavities, and geometry that ignores tooling limitations often create instability during machining and inspection.
Introduction
Modern CNC systems are capable of producing highly accurate and complex components across a wide range of industries. However, even advanced machining technology cannot fully compensate for poor geometry decisions made during the design phase.
Many production challenges begin when designers focus heavily on functionality or appearance without considering how the part will behave during real machining conditions. Thin walls may vibrate under cutting loads. Deep cavities may restrict tool access. Overly aggressive tolerances may force unnecessary machining passes and extended inspection cycles. The difference between a functional CAD model and a production-ready part often comes down to manufacturability.
A successful CNC-ready component must balance structural performance, machining accessibility, inspection practicality, and long-term production scalability simultaneously.
When teams prepare CAD for manufacturing with machining behavior in mind, production becomes faster, more stable, and significantly more cost-effective.
Why Design for Manufacturability Starts with Geometry Decisions
Many teams treat manufacturability as a final review step before production release. In reality, manufacturability begins during the earliest geometry decisions inside the CAD environment.
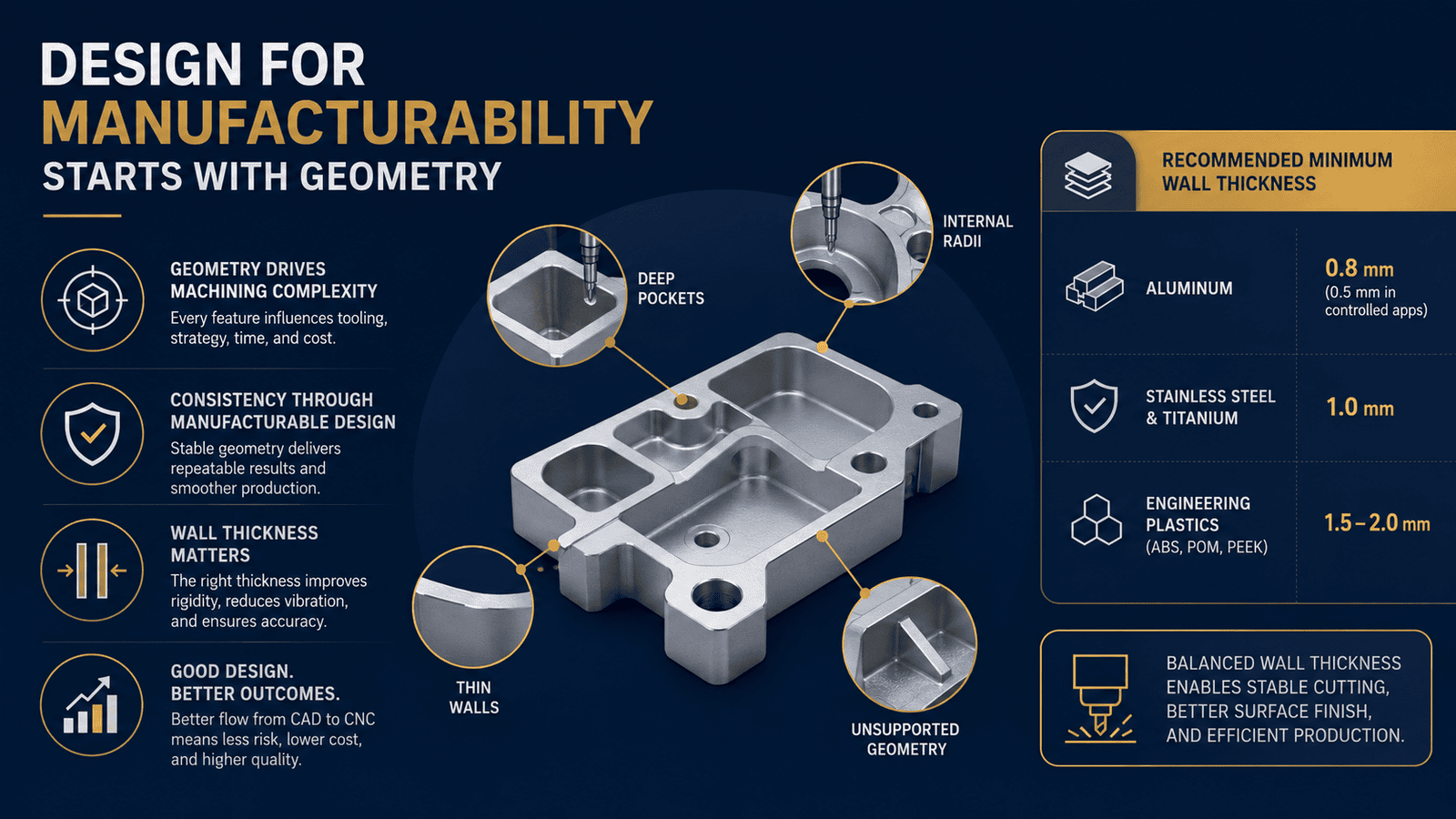
Every feature added to a model directly influences machining strategy, fixture design, cutting stability, inspection accessibility, and overall production efficiency. Even highly advanced CNC equipment cannot machine inefficient geometry economically if the original design ignores tooling limitations or process behavior.
Strong manufacturing DFM practices reduce unnecessary complexity before production begins and help align engineering intent with real machining capability.
Geometry Directly Controls Machining Complexity
Every pocket, rib, cavity, radius, and internal corner changes how the cutting tool interacts with the material.
Deep pockets may require long-reach tooling that reduces rigidity. Small internal radii may force slower machining strategies using smaller cutters. Unsupported geometry may vibrate during machining and reduce surface finish quality.
As geometric complexity increases, machining time, programming difficulty, and inspection requirements increase as well.
Good CNC machining design focuses on geometry that supports stable cutting conditions and predictable production behavior.
Manufacturable Design Improves Production Consistency
Manufacturable design is not only about reducing machining cost. It also improves repeatability across production batches and machine setups.
When geometry supports stable machining conditions, dimensional variation becomes easier to control and inspection results remain more consistent. This becomes especially important when transitioning from low-volume prototyping into repeat production environments.
Wall Thickness Directly Affects Machining Stability
Wall thickness is one of the most important variables in CNC-ready part design because it directly influences rigidity, vibration behavior, thermal stability, and dimensional consistency during machining.
Extremely thin walls may deform under cutting pressure, while excessively thick geometry increases material removal time and thermal buildup.
For practical CNC machining design, recommended minimum wall thickness values vary by material. Aluminum components can often be machined down to approximately 0.8 mm under standard conditions and as low as 0.5 mm in highly controlled applications. Stainless steel and titanium typically require at least 1.0 mm wall thickness, while engineering plastics such as ABS, POM, and PEEK generally perform best between 1.5 mm and 2.0 mm.
Below these ranges, chatter, spring-back, vibration, and dimensional variation become increasingly difficult to control regardless of machining strategy. Establishing realistic wall thickness targets early improves rigidity, simplifies fixturing, and reduces manufacturing risk.
Balanced wall thickness allows the machine to remove material efficiently while maintaining structural stability throughout the machining cycle.
Thin Walls Increase Deflection and Chatter
During machining, cutting tools apply continuous force against the workpiece surface. Thin walls lack the stiffness required to resist those forces effectively.
As a result, walls may flex, vibrate, or chatter during roughing and finishing operations. In some cases, unsupported walls move during machining and fail to return completely afterward, creating dimensional variation and poor surface quality.
Thin geometry also complicates workholding because clamping pressure itself may distort the part before machining even begins.
Wall height is equally important. As a general CNC design guideline, unsupported wall heights greater than approximately eight times wall thickness begin to present stability concerns, while aspect ratios exceeding fifteen-to-one often become impractical for conventional machining operations. Beyond these limits, deflection and chatter frequently make dimensional consistency difficult to maintain.
Thin-wall machining often requires specialized workholding strategies to prevent distortion during cutting. Soft jaws, vacuum fixtures, low-force clamping systems, and adhesive fixturing methods are commonly used to support delicate geometries while minimizing deformation caused by fixture pressure.
Excessive Thickness Increases Machining Time
While thin walls create instability, overly thick sections introduce different manufacturing problems.
Large material volumes require longer roughing cycles, increased spindle load, additional tooling passes, and greater heat generation during machining.
This becomes particularly important in precision CNC machining applications where thermal expansion may affect dimensional accuracy.
Balanced wall thickness improves both machining efficiency and long-term production consistency.
Tolerance Strategy Must Match Functional Requirements
One of the most common design mistakes in CNC production is applying unnecessarily tight tolerances across the entire model.
Not every feature requires extreme precision. Tolerances should reflect actual functional requirements rather than default engineering assumptions.
A strong manufacturable design approach applies tight tolerances only where assembly fit, motion control, sealing surfaces, or mechanical performance truly demand them.
Over-Tolerancing Increases Manufacturing Complexity
Holding extremely tight tolerances often requires slower machining passes, additional finishing operations, thermal compensation strategies, and more advanced inspection procedures.
For example, tightening a tolerance from ±0.1 mm to ±0.005 mm can increase machining cost by two to five times due to slower cutting speeds, additional finishing passes, thermal compensation requirements, and significantly more inspection effort. Unless a functional requirement truly demands extreme precision, excessive tolerancing often adds cost without adding value.
Material thermal behavior must also be considered. Aluminum expands at approximately 23 µm/m°C, meaning even small temperature changes during machining or inspection can influence dimensional measurements. For precision CNC components, thermal stability becomes an important factor when specifying tight tolerances.
Applying aggressive tolerances to cosmetic or non-critical features increases production cost without improving functionality.
Designers should prioritize precision strategically rather than universally.
Strong Datum Strategy Simplifies Inspection
Tolerance performance depends heavily on how datums are structured throughout the design.
Poor datum selection creates inconsistent measurement results and complicates machining setups. A clear datum strategy improves repeatability by aligning machining operations with inspection methodology.
When teams prepare CAD for manufacturing with inspection accessibility in mind, quality control becomes significantly more efficient.
Cavity Design Must Support Tool Accessibility
Internal cavities are common in housings, lightweight structures, and functional mechanical components. However, cavity geometry must always account for practical tooling limitations.
Many machining problems occur because internal features exceed realistic tool access capability.
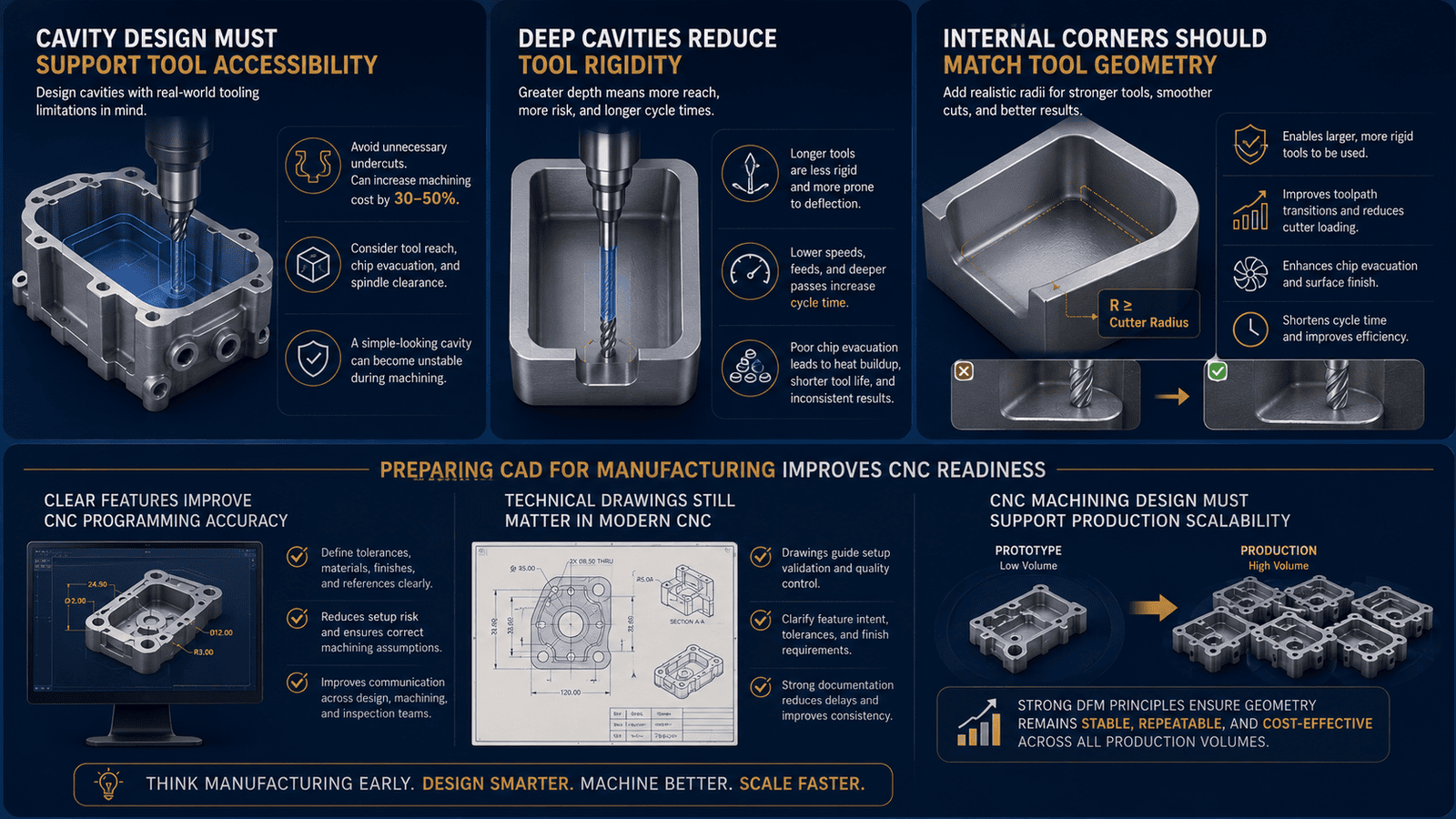
Features such as undercuts often require specialty tooling, additional machine setups, or multi-axis machining strategies. In many production environments, undercuts can increase the machining cost of the affected feature by approximately 30–50 percent compared with a standard pocket of similar size and depth. Evaluating whether an undercut is functionally necessary can therefore have a meaningful impact on production economics.
A cavity that appears simple inside CAD may become unstable once cutter reach, chip evacuation, and spindle clearance become restricted during machining.
Deep Cavities Reduce Tool Rigidity
As cavity depth increases, cutting tools require greater reach. Longer tools naturally become less rigid and more susceptible to vibration and deflection.
This often forces machinists to reduce spindle speed, lower feed rates, and take lighter cutting passes, significantly increasing cycle time.
Deep cavities also complicate chip evacuation, increasing heat concentration and reducing tool life.
Internal Corners Should Match Tool Geometry
Standard CNC milling tools are round, meaning perfectly sharp internal corners are not naturally machinable.
Ignoring this limitation forces secondary processes such as EDM machining or manual finishing.
Adding realistic corner radii allows larger, more rigid tools to enter the feature efficiently while improving overall manufacturability.
A useful CNC design guideline is to make internal corner radii slightly larger than the cutter radius whenever possible. This allows smoother toolpath transitions, reduces cutter loading, improves chip evacuation, and shortens machining cycle times. Larger pocket radii also allow stronger tools to remain engaged more consistently throughout the cut.
This becomes increasingly important during production scaling where tooling efficiency directly affects lead times and machining cost.
Preparing CAD for Manufacturing Improves CNC Readiness
A visually clean CAD model does not automatically mean a production-ready model.
Preparing CAD for manufacturing means understanding how geometry translates into toolpaths, fixtures, machining strategy, inspection routines, and shop floor communication.
The goal is to remove ambiguity before machining ever begins.
Clear Features Improve CNC Programming Accuracy
Ambiguous dimensions, overlapping geometry, undefined radii, or incomplete manufacturing notes create confusion during CNC programming.
This increases setup risk and may lead to incorrect machining assumptions during production.
Well-prepared CAD models clearly define tolerances, material requirements, surface finishes, and functional references.
This improves communication between design teams, machinists, and quality inspectors.
Technical Drawings Still Matter in Modern CNC Manufacturing
Despite advanced CAD workflows, technical drawings remain critical for production accuracy.
Machinists and inspection teams still depend heavily on drawing interpretation during setup validation and quality control.
Incomplete documentation creates uncertainty around feature intent, tolerance strategy, and surface finish requirements.
Strong manufacturing documentation reduces delays and improves consistency across suppliers.
CNC Machining Design Must Support Production Scalability
A part that works successfully during prototype machining may still struggle during scaled production if manufacturability was never fully validated.
Prototype success alone does not guarantee production efficiency.
Strong manufacturing DFM principles ensure that geometry remains stable and repeatable across both low-volume and high-volume machining environments.
Prototype Geometry Should Reflect Production Intent
Some teams simplify prototype geometry in order to accelerate early development.
However, excessive deviation between prototype and production geometry often hides manufacturability problems until later production stages.
Production-intent prototypes provide more reliable validation for tooling strategy, fixture design, machining stability, and tolerance behavior.
This validation process helps expose potential production bottlenecks before volume manufacturing begins and significantly reduces the likelihood of late-stage engineering changes.
This reduces engineering changes during scale-up.
Early DFM Validation Reduces Late-Stage Rework
Manufacturing limitations discovered late in production are significantly more expensive to correct.
Features that appear manageable during single-part machining may become unstable during repeat production runs.
Validating manufacturable geometry early improves supplier confidence, stabilizes production planning, and reduces costly redesign cycles later.
Collaboration Between Design and Manufacturing Teams Improves Outcomes
The most successful CNC-ready designs come from strong collaboration between industrial designers, engineers, machinists, programmers, and quality teams.
Manufacturing problems often occur when design intent develops independently from machining reality.
Cross-functional communication improves design decisions before geometry becomes locked into production.
Early Supplier Feedback Prevents Costly Revisions
Manufacturing engineers and machinists can identify tooling limitations, fixturing concerns, tolerance risks, and accessibility problems early during development.
This feedback allows teams to modify geometry before expensive revisions occur later.
Collaborative review processes improve manufacturability while preserving engineering intent.
Engineering Decisions Become More Practical
When machining expertise influences CAD development early, engineering decisions become grounded in production reality rather than theoretical capability alone.
This reduces unnecessary complexity while improving machining efficiency, repeatability, and long-term production reliability.
Conclusion
Wall thickness, tolerances, and cavity geometry are not isolated design details. They are manufacturing decisions that directly influence machining stability, inspection reliability, production cost, tooling efficiency, and long-term scalability.
Strong design for manufacturability transforms CNC-ready parts from theoretical CAD models into production-capable components. Balanced wall thickness improves rigidity and workholding stability. Realistic tolerances reduce unnecessary machining and inspection complexity. Accessible cavities and properly sized internal radii support efficient tooling engagement and predictable cutting behavior.
Successful CNC machining design requires engineers to think beyond geometry alone and consider how tools, fixtures, materials, and inspection systems interact throughout the manufacturing process.
When teams prepare CAD for manufacturing with real machining constraints in mind, production becomes faster, more repeatable, and more cost-effective.
The most successful CNC-ready parts are not the most complex designs. They are the designs that balance engineering intent with manufacturing reality from the very beginning.
If your CNC components contain thin walls, deep cavities, tight tolerances, or difficult-to-machine internal features, now is the time to evaluate whether those geometries truly support efficient production.
The highest manufacturing costs are often locked into a design long before the first setup is prepared or the first spindle starts rotating.
Vulcury helps engineering teams strengthen design for manufacturability by reviewing wall thickness strategies, tolerance allocation, cavity accessibility, tooling engagement, and production scalability before parts reach the shop floor.
Reduce machining risk.
Improve production repeatability.
Minimize costly redesign cycles.
Accelerate the transition from prototype to production.
The earlier manufacturing expertise is integrated into the design process, the easier it becomes to create CNC-ready parts that machine efficiently, inspect consistently, and scale successfully in production.
Strong machining performance begins long before the first spindle starts rotating. It begins during design.
Frequently Asked Questions
1. What makes a part truly CNC-ready for manufacturing?
A CNC-ready part is designed not only for functionality but also for efficient machining, inspection, and production scalability. Factors such as wall thickness, cavity accessibility, realistic tolerances, tool reach, and workholding requirements must all be considered during the design phase to ensure stable and cost-effective manufacturing.
2. How does wall thickness affect CNC machining performance?
Wall thickness directly impacts rigidity, vibration resistance, and dimensional stability during machining. Walls that are too thin can deflect, chatter, or deform under cutting forces, while excessively thick sections increase machining time, material removal requirements, and thermal buildup. Balanced wall thickness helps improve machining consistency and production efficiency.
3. Why do unnecessarily tight tolerances increase manufacturing costs?
Tight tolerances often require slower machining speeds, additional finishing passes, more advanced inspection procedures, and tighter process control. Unless a feature has a specific functional requirement, over-tolerancing can significantly increase machining and quality-control costs without improving product performance.
4. How can cavity design improve CNC machining efficiency and manufacturability?
Well-designed cavities allow proper tool access, maintain tool rigidity, and support effective chip evacuation. Features such as realistic cavity depths, accessible geometries, and properly sized internal corner radii help reduce machining time, improve surface finish, extend tool life, and simplify production scaling.

