
How to Cut Setup Time in Half: Designing CNC Parts That Need Fewer Fixture Changes
Setup time is one of the most overlooked cost drivers in CNC machining. While many manufacturers focus on cycle time reduction, fixture changes, part repositioning, alignment checks, and setup verification often consume a significant portion of total production time. Every additional setup increases labor requirements, introduces dimensional variation risks, and extends manufacturing lead times.
The root cause of excessive setup time is frequently found in the design itself. Poor datum strategies, inaccessible features, complex workholding requirements, and geometry that ignores machining realities force machinists to repeatedly reposition parts throughout production.
By applying strong design for manufacturability (DFM) principles and designing parts with fixturing efficiency in mind, engineering teams can dramatically reduce fixture changes, improve repeatability, and create CNC-ready components that move through production faster and more efficiently.
Introduction
In CNC machining, productivity is often measured by spindle uptime, feed rates, and cycle time. However, many manufacturers discover that some of their largest efficiency losses occur when the machine is not cutting at all.
Setup activities such as locating the workpiece, aligning datums, changing fixtures, verifying dimensions, and repositioning parts can consume a substantial percentage of total manufacturing time. For complex components, setup time may rival or even exceed actual machining time.
The good news is that many setup-related inefficiencies can be eliminated before production ever begins. Design decisions made during CAD development directly influence how easily a part can be fixtured, machined, inspected, and scaled into production.
By designing with manufacturing in mind, engineers can reduce setup requirements, simplify workholding, and improve overall machining efficiency without compromising part performance.
The fastest CNC parts are not always the ones with the shortest cycle times. They are often the ones designed to require the fewest fixture changes throughout production.
Why Setup Time Has Such a Large Impact on Manufacturing Costs
When manufacturers evaluate machining costs, cutting time often receives most of the attention. However, non-cutting activities contribute significantly to overall production expense.
Every setup change interrupts production flow. Operators must stop machining, reposition the workpiece, verify alignment, update offsets, and confirm dimensional accuracy before cutting can resume.
Reducing setup frequency improves machine utilization, lowers labor costs, and increases throughput without requiring additional equipment investment.
- Every Fixture Change Creates New Variables
Each time a component is removed and re-clamped, the opportunity for variation increases.
Fixture alignment errors, inconsistent clamping pressure, datum transfer inaccuracies, and operator-related differences can all affect final part quality.
Reducing the number of setups helps maintain dimensional consistency throughout production.
- Non-Cutting Time Adds Direct Manufacturing Cost
Setup activities consume machine availability without adding value to the finished component.
By minimizing repositioning requirements, manufacturers can increase productive machining time while reducing overall production costs.
Start with a Datum Strategy That Supports Manufacturing
One of the most effective ways to reduce setup complexity is establishing a logical datum structure during the design stage. Many parts require multiple setups because critical features reference different surfaces or unrelated datum systems. This forces repeated repositioning as machinists attempt to access and locate each feature accurately. A manufacturing-focused datum strategy allows more machining operations to be completed from a single orientation.
- Design Datums for Machining, Not Just Inspection
Datums should serve more than quality control functions. They should support workholding, machining strategy, fixture development, and repeatable production processes. When datums are chosen with manufacturing in mind, setup planning becomes significantly easier.
- Consistent References Reduce Re-Clamping Requirements
Features that share common reference structures can often be machined during the same setup.
This reduces fixture changes while improving positional accuracy between critical features.
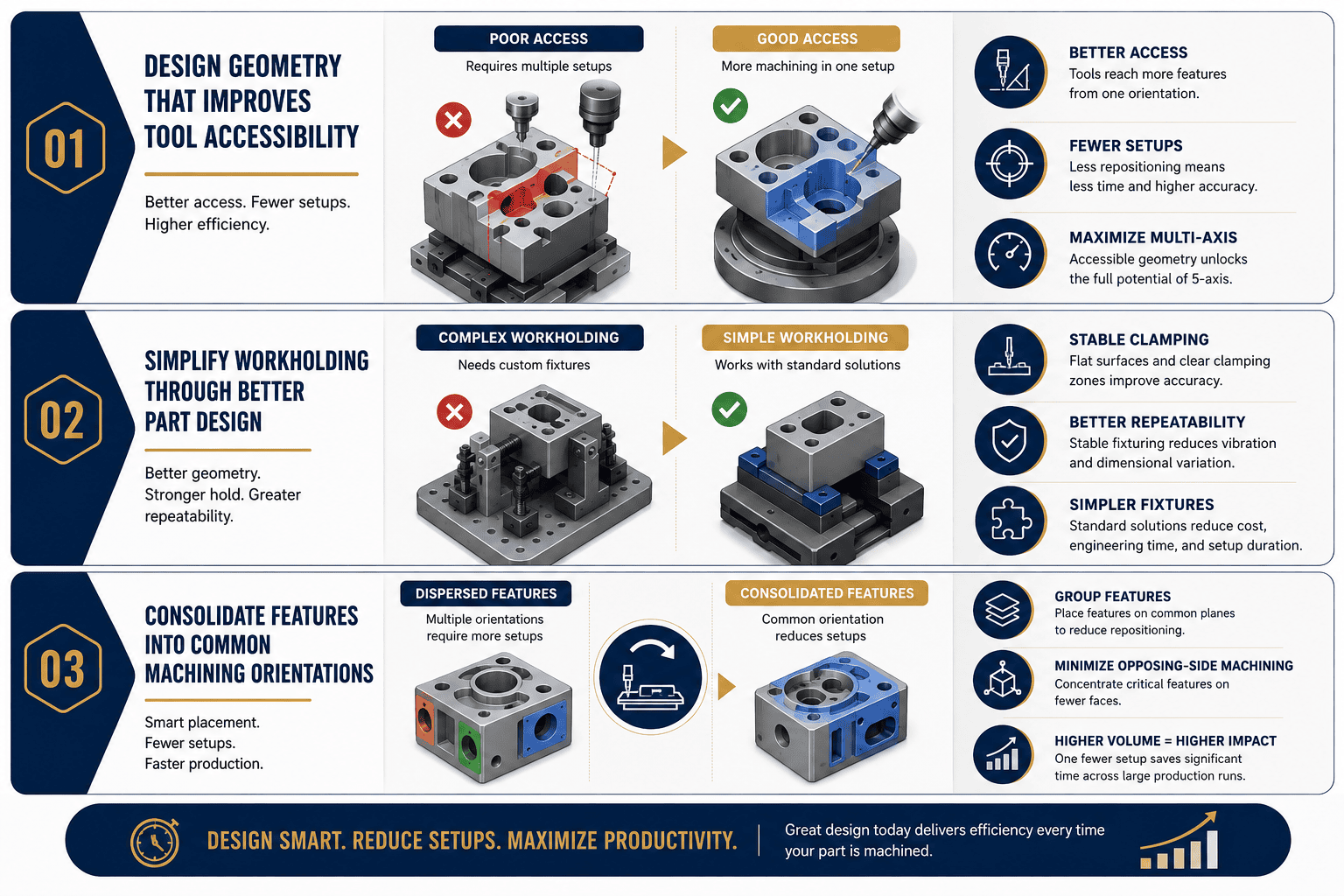
Design Geometry That Improves Tool Accessibility
Many setup changes occur because cutting tools cannot reach all required features from a single orientation.
Even advanced CNC equipment becomes less efficient when geometry restricts tool access and forces additional repositioning operations.
Designing for accessibility allows machinists to complete more operations within fewer setups.
- Tool Access Directly Influences Fixture Requirements
Features placed on opposing faces, hidden surfaces, or difficult-to-reach locations often require additional setups.
Improving accessibility during design reduces the need for repeated fixture changes later.
- Accessible Geometry Maximizes Multi-Axis Machining
Modern 5-axis CNC machining systems can machine multiple surfaces in a single setup.
However, the geometry must still provide adequate tool clearance and collision-free access paths.
Well-designed parts allow advanced machines to perform more work without repositioning.
Simplify Workholding Through Better Part Design
Fixture complexity often originates from geometry rather than machining difficulty.
Irregular shapes, unstable surfaces, and poor clamping locations force manufacturers to create custom fixtures that increase setup time and production cost.
Strong manufacturable design principles focus on creating geometry that supports stable and repeatable workholding.
- Stable Clamping Improves Repeatability
Parts that provide flat reference surfaces and predictable clamping zones are easier to fixture accurately.
Improved workholding stability reduces vibration and enhances machining consistency.
- Simpler Fixtures Improve Production Flexibility
Complex custom fixtures increase engineering effort, maintenance requirements, and setup duration.
Designs that work with standard fixturing solutions are often faster and more economical to manufacture.
Consolidate Features into Common Machining Orientations
Many fixture changes occur not because features are difficult to machine, but because they are distributed across multiple orientations.
Thoughtful feature placement allows more machining operations to be completed within a single setup. This is one of the most effective design strategies for reducing setup time because it addresses the root cause of repeated repositioning.
When engineers consider machining orientation during product development, they can often eliminate entire setups without affecting functionality. The result is faster production, reduced alignment effort, and improved dimensional consistency between related features.
- Group Features Around Shared Machining Directions
Features located on common planes often require fewer repositioning steps.
Consolidating machining operations improves efficiency and simplifies programming workflows.
- Minimize Opposing-Side Machining Where Possible
Features distributed across multiple faces frequently force additional workholding changes.
When practical, concentrating critical machining operations on fewer surfaces enables more work to be completed in a single fixture setup.
- Setup Reduction Becomes More Valuable at Higher Volumes
While setup savings may appear small during prototyping, they become substantial during production runs.
Reducing even one setup can create significant time savings when repeated across hundreds or thousands of components.
Why Fixturing Design Is a Core Part of Design for Manufacturability
Many organizations treat fixturing as something that happens after design is complete.
In reality, fixture requirements are heavily influenced by geometry, feature placement, datum structure, and accessibility decisions made during design.
The most efficient CNC components are designed with workholding requirements in mind from the very beginning.
When fixturing considerations become part of the DFM process, manufacturers can eliminate unnecessary setups, improve repeatability, and accelerate production readiness.
- Design Decisions Determine Fixture Complexity
Every geometric feature influences how a part can be located, clamped, and machined.
Parts designed without considering workholding often require custom fixtures, additional setup validation, and multiple repositioning operations.
- Early DFM Reduces Production Inefficiencies
Evaluating fixturing requirements during development helps identify setup challenges before production begins.
Addressing these issues early allows engineers to simplify manufacturing workflows while maintaining design intent.
Fewer Fixture Changes Lead to Faster Manufacturing Lead Times
Reducing setup complexity affects more than machining efficiency.
It also improves production scheduling, increases throughput, and shortens manufacturing lead times.
When machines spend less time waiting for repositioning activities, production becomes more predictable and scalable.
- Faster Setups Increase Machine Utilization
Less setup time means more available cutting time.
This improves overall equipment effectiveness and boosts manufacturing output.
- Predictable Workflows Improve Delivery Performance
Simplified setup requirements reduce scheduling uncertainty and support more reliable production planning.
This improves on-time delivery performance across manufacturing operations.
Conclusion
Reducing setup time is one of the most effective ways to improve CNC productivity without purchasing additional machines or increasing labor resources.
Many fixture-related inefficiencies originate during design rather than on the shop floor. By developing stronger datum strategies, improving tool accessibility, simplifying workholding requirements, consolidating machining orientations, and incorporating fixturing considerations into the DFM process, engineering teams can significantly reduce fixture changes throughout production.
The result is faster throughput, improved dimensional consistency, lower manufacturing costs, and shorter lead times.
The most efficient CNC parts are not simply easy to machine. They are intentionally designed to require fewer setups, fewer fixture changes, and fewer interruptions from prototype through production.
If your components require multiple fixture changes, repeated part repositioning, or lengthy setup verification procedures, the problem may begin with the design rather than the machining process.
At Vulcury, we help engineering teams identify setup-related inefficiencies before production starts. Through comprehensive Design for Manufacturability (DFM) reviews, fixture-focused design analysis, CAD optimization, and production engineering support, we help manufacturers simplify machining workflows and improve production performance.
Whether you're developing prototypes or scaling to full production, our team works closely with engineers to reduce setup complexity, improve repeatability, and shorten manufacturing lead times.
Reduce fixture changes. Improve throughput. Increase machining efficiency.
Partner with Vulcury to create CNC-ready designs that move through production faster, more consistently, and with fewer manufacturing interruptions.
Frequently Asked Questions
1. Why do multiple fixture changes increase CNC machining costs?
Every fixture change requires operators to stop production, reposition the part, verify alignment, update offsets, and confirm dimensional accuracy before machining can continue. These non-cutting activities increase labor costs, reduce machine utilization, and introduce opportunities for dimensional variation, making setup time a major contributor to overall manufacturing cost.
2. How can part design reduce setup time in CNC machining?
Parts designed with manufacturability in mind often require fewer fixture changes. Strong datum strategies, improved tool accessibility, consolidated machining orientations, and stable workholding surfaces allow more features to be machined in a single setup, reducing repositioning time and improving production efficiency.
3. Why is datum strategy important for minimizing fixture changes?
A well-planned datum strategy creates consistent reference points for machining, fixturing, and inspection. When multiple features share common datums, machinists can complete more operations from a single orientation, reducing re-clamping requirements and improving positional accuracy between critical features.
4. How does designing for fixturing improve manufacturing lead times?
Designing with fixturing requirements in mind simplifies workholding, reduces setup complexity, and improves machining repeatability. Fewer setup changes lead to higher machine utilization, more predictable production workflows, shorter manufacturing lead times, and better overall throughput without requiring additional equipment investment.
