
Cutting Inconel Without Destroying Your CNC Tool in 3 Passes
Preamble
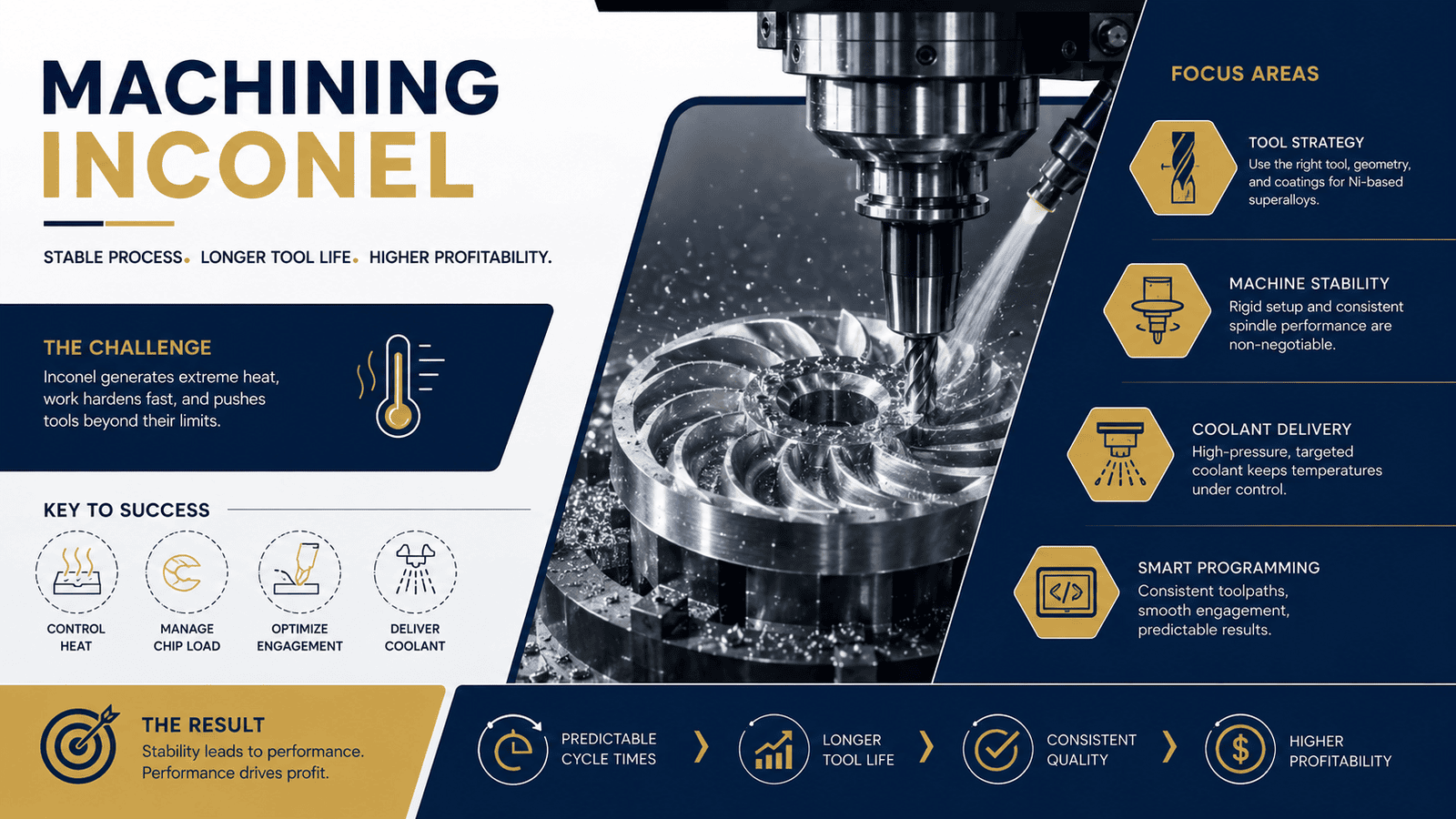
Machining Inconel exposes weaknesses in tooling strategy, spindle stability, coolant delivery, and programming faster than almost any other material. Many suppliers struggle with rapid tool wear, unstable cutting conditions, and unpredictable cycle times because machining parameters that look aggressive on paper often collapse under real production conditions. Successfully machining Inconel requires careful control of heat, chip load, cutter engagement, and coolant pressure throughout the operation. By improving CNC tool strategy and refining CNCmachine and programming workflows, suppliers can significantly increase tool life, machining consistency, and production profitability in difficult-material environments.
Introduction
Most materials give you warning signs before the process fails. Inconel usually does not.
A tool can sound stable during the first pass, survive the second, and then completely fail halfway through the third without any obvious change in setup. That unpredictability is what makes Inconel so frustrating for many machining environments. The material holds heat aggressively, hardens rapidly under poor cutting conditions, and pushes enormous thermal load directly into the cutter edge.
Even experienced shops often struggle because standard machining habits that work in aluminum or stainless steel break down quickly once Inconel enters the spindle.
For every aerospace machining supplier working with nickel-based superalloys, success depends less on aggressive cutting and more on maintaining stable cutting conditions throughout the entire operation.
Why Inconel Destroys Tools Faster Than Most Materials
Many machinists describe Inconel as abrasive, but abrasion is only part of the problem.
The real issue is how the material behaves under heat.
Unlike softer alloys that allow heat to leave with the chip, Inconel traps thermal energy directly around the cutting zone. That heat transfers into the cutter edge, weakens coatings, and accelerates edge breakdown much faster than many shops expect.
At the same time, the material work-hardens aggressively whenever chip thickness becomes inconsistent. If the cutter begins rubbing instead of shearing cleanly, the next pass immediately becomes more difficult to machine than the previous one.
That combination creates a dangerous cycle where heat increases cutting resistance, and increased cutting resistance generates even more heat.
- Why Stable Heat Matters More Than Aggressive Speeds
One of the biggest mistakes in difficult-material machining is assuming faster spindle speed automatically improves productivity.
In reality, excessive SFM often shortens tool life so dramatically that total production efficiency actually becomes worse.
Many shops discover that slightly lower cutting speeds produce significantly more stable long-term results because the tool survives consistently across entire production runs instead of failing unpredictably after a few parts.
In high-value aerospace machining services, predictable cutter life is usually more profitable than aggressive but unstable machining conditions.
- Work Hardening Punishes Inconsistent Engagement
Inconel becomes harder when improperly cut.
If engagement varies too aggressively, or if the cutter loses stable chip formation, the material begins resisting the tool more aggressively during every subsequent pass.
This is why unstable toolpaths, interrupted cuts, and inconsistent feed rates often destroy tools rapidly even when the initial machining parameters appear reasonable.
Chip Load Stability Is What Keeps the Process Alive
Many shops become overly cautious when machining Inconel.
Operators reduce feed rates aggressively in an attempt to protect the tool, but that often creates the opposite effect.
When chip thickness becomes too light, the cutter stops shearing efficiently and begins rubbing against the material surface instead. That rubbing generates enormous friction and heat concentration directly at the cutting edge.
The process may sound safer, but the cutter is actually deteriorating faster.
- Why Conservative Feeds Can Quietly Destroy Tools
This is one of the most misunderstood problems in difficult-material machining.
A feed rate that looks “safe” on paper can quietly create unstable thermal conditions that destroy the cutter long before the operation finishes.
Many failed tools are not overloaded mechanically.
They are overheated thermally because the engagement conditions never stabilized properly.
- Consistent Engagement Extends Tool Life
Modern programming of CNC machines should focus on maintaining stable cutter engagement throughout the cut rather than constantly changing chip thickness and spindle load.
Dynamic toolpaths and adaptive clearing strategies help distribute cutting forces more evenly, which improves thermal stability and reduces sudden edge stress.
The shops that machine Inconel most successfully are usually the ones that prioritize process consistency over aggressive short-term speed.
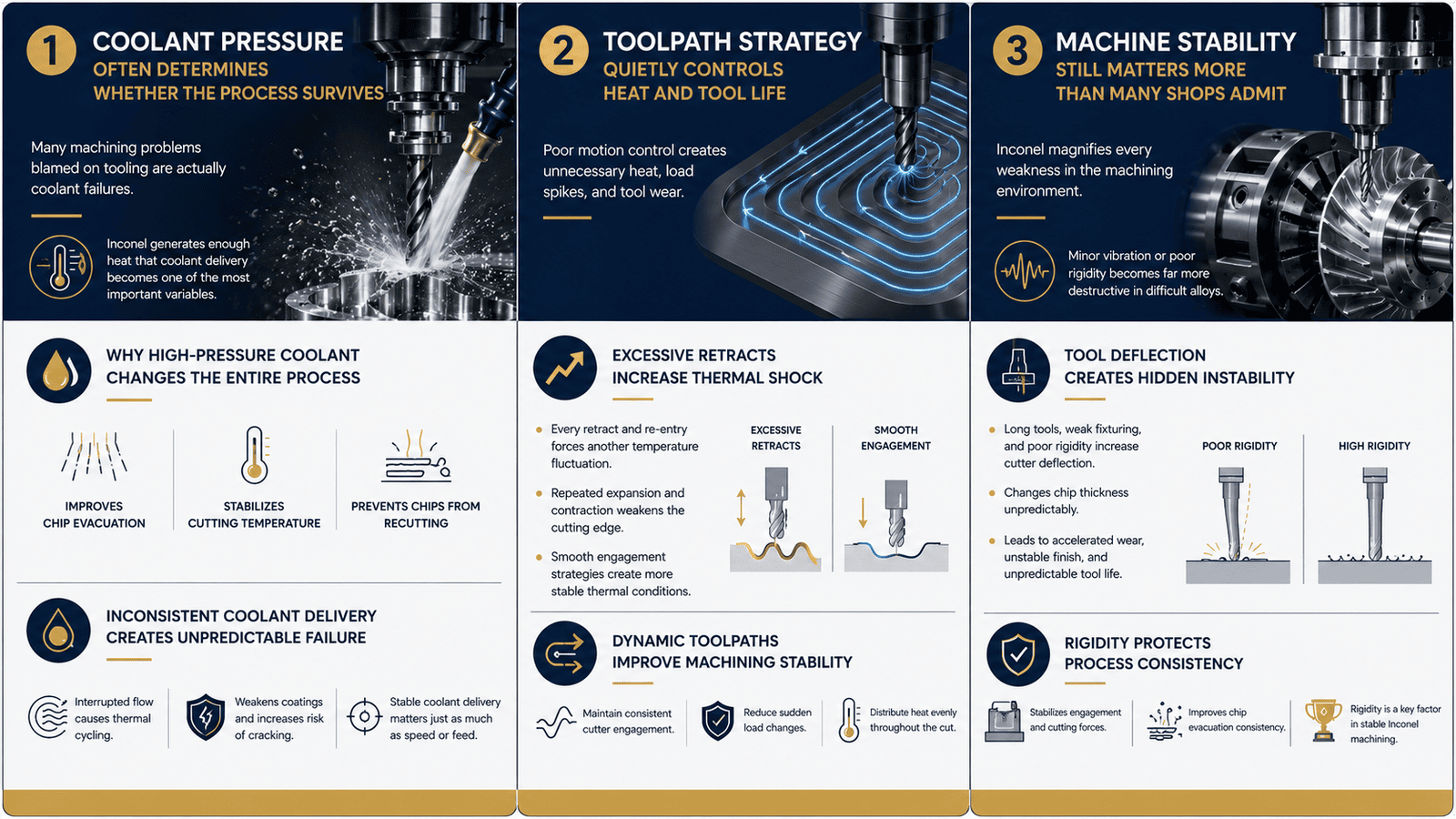
Coolant Pressure Often Determines Whether the Process Survives
Many machining problems blamed on tooling are actually coolant failures.
Inconel generates enough heat that coolant delivery becomes one of the most important variables in the entire operation. If coolant cannot consistently penetrate the cutting zone, chips remain trapped around the cutter edge and heat concentration rises rapidly.
Once thermal buildup reaches a certain point, tool life drops extremely fast.
- Why High-Pressure Coolant Changes the Entire Process
It improves chip evacuation, stabilizes cutting temperature, and prevents chips from recutting against the tool edge repeatedly during deeper operations.
This becomes especially important in deep-pocket machining and high-engagement cuts where trapped heat can quickly destabilize the entire process.
- Inconsistent Coolant Delivery Creates Unpredictable Failure
Even strong cutting parameters become unreliable if coolant delivery fluctuates throughout the cut.
Interrupted coolant flow creates constant thermal cycling inside the cutter, which weakens coatings and increases the risk of thermal cracking.
Stable coolant delivery often matters just as much as spindle speed or feed rate when machining difficult nickel alloys.
Toolpath Strategy Quietly Controls Heat and Tool Life
Many shops focus heavily on tooling selection while overlooking how much the toolpath itself affects thermal stability.
Poor motion control creates unnecessary engagement variation, sudden load spikes, and repeated heat cycling that accelerates cutter failure.
- Excessive Retracts Increase Thermal Shock
Every retract and re-entry forces the cutter through another temperature fluctuation cycle.
That repeated thermal expansion and contraction weakens the cutting edge over time, especially during long production runs.
Smooth engagement strategies create far more stable thermal conditions than segmented or interrupted machining paths.
- Dynamic Toolpaths Improve Machining Stability
Modern cnc machine and programming strategies allow shops to maintain more consistent cutter engagement during complex operations.
Adaptive machining paths reduce sudden load changes and help distribute heat more evenly throughout the operation.
That stability becomes critical when machining high-temperature alloys like Inconel where thermal imbalance destroys tools rapidly.
Machine Stability Still Matters More Than Many Shops Admit
Even excellent tooling strategies fail on unstable machines.
Inconel magnifies every weakness in the machining environment. Minor vibration, spindle instability, or poor work holding that may seem manageable in softer materials becomes far more destructive in difficult alloys.
- Tool Deflection Creates Hidden Instability
Long tools, weak fixturing, and poor rigidity increase cutter deflection during aggressive cuts.
That deflection changes chip thickness unpredictably and creates inconsistent force loading at the cutting edge.
The result is usually accelerated wear, unstable surface finish, and unpredictable tool life.
- Rigidity Protects Process Consistency
Rigid setups create more predictable cutting behavior by stabilizing engagement and improving chip evacuation consistency.
For every advanced machining supplier, machine rigidity remains one of the biggest factors separating stable Inconel machining from constant troubleshooting.
Why Many Shops Still Lose Money Even When Parts Ship Successfully
This is where many machining operations misunderstand profitability.
The part may pass inspection.
The customer may never complain.
But the process may still be quietly losing money through excessive tooling consumption, unstable cycle times, operator intervention, and unpredictable machine behavior.
Difficult-material machining becomes profitable only when the process itself becomes repeatable.
Unstable Tool Life Creates Scheduling Problems
If a cutter survives one production run but fails unpredictably during the next, production planning becomes difficult.
Operators begin slowing parameters, adjusting offsets manually, and checking tools more frequently simply to avoid unexpected failure.
That inconsistency reduces throughput even when part quality remains acceptable.
Predictability Is What Makes Difficult Materials Profitable
The most profitable machining environments are not always the most aggressive.
They are usually the most stable.
Consistent tool life, predictable cycle times, and repeatable cutting conditions allow suppliers to quote more accurately, schedule more reliably, and scale production with greater confidence.
Conclusion
Machining Inconel successfully requires far more than aggressive feeds and speeds.
Without proper control of heat, chip load, coolant delivery, and cutter engagement, even premium tooling strategies fail quickly under real production conditions.
By improving cnc tool stability, refining cnc machine and programming workflows, and maintaining consistent thermal conditions throughout the cut, suppliers can dramatically improve tool life, machining reliability, and overall production profitability.
For every aerospace machining supplier working with high-temperature alloys, long-term success depends on building machining stability into the process from the very beginning.
If your shop is struggling with rapid tool wear, unstable cutting conditions, or inconsistent Inconel machining performance, the issue may not be the tooling alone.
Evaluating cutter engagement, coolant delivery, machine rigidity, and programming workflows together often reveals hidden process instability that quietly reduces profitability.
Companies like Vulcury help suppliers improve difficult-material machining through production-focused workflow optimization, cnc machine and programming refinement, and process-driven manufacturing strategies designed for real-world production environments.
By improving machining stability at the workflow level, suppliers can reduce tooling waste, improve consistency, and machine high-performance alloys with greater confidence.
Frequently Asked Questions
1. Why is machining Inconel so difficult compared to other materials?
Inconel is difficult to machine because it work-hardens rapidly and generates extremely high heat due to its low thermal conductivity. Instead of dissipating heat with the chip, the heat stays concentrated at the cutting zone, causing rapid cnc tool wear, unstable cutting conditions, and unpredictable tool life during cnc machine and programming operations.
2. How does heat affect tool life when cutting Inconel?
Heat is the primary factor driving tool failure in Inconel machining. Excessive cutting speeds, poor chip evacuation, or inconsistent engagement can trap heat at the cutting edge. This weakens coatings, accelerates edge breakdown, and significantly reduces tool life—even if the machining parameters appear correct on paper.
3. Why does chip load stability matter more than aggressive cutting speeds in Inconel machining?
Stable chip load ensures consistent cutting rather than rubbing or intermittent engagement. When chip thickness becomes too light, the tool begins to rub, generating excessive friction and heat. This can destroy a cnc tool faster than aggressive feeds, making consistent engagement through programming of cnc machines far more important than high-speed cutting strategies.
4. How does coolant delivery impact CNC machining performance on Inconel?
Coolant delivery is critical because it controls heat, chip evacuation, and thermal stability. High-pressure coolant improves tool life by flushing chips away and reducing heat concentration at the cutting edge. Inconsistent coolant flow, however, creates thermal cycling that accelerates tool wear and leads to unpredictable failure during machining operations.

