
Boring Long, Slender Bores Without a Steady Rest — Is It Possible for CNC Tool Stability?
Preamble
Machining long, slender bores without a steady rest is one of the most difficult challenges in precision turning. Excessive overhang, vibration, deflection, and unstable cutting forces often limit bore quality long before dimensional tolerances are achieved. In many applications, CNC tool selection, damping strategy, and cutting approach angles determine whether unsupported boring is even practical. Understanding the limits of rigidity and when additional support becomes necessary helps suppliers improve bore accuracy, reduce chatter, and maintain stable machining performance across demanding applications.
Introduction
Long-bore machining creates a unique combination of instability, vibration, and tool deflection challenges. As bore depth increases relative to diameter, maintaining cutting stability becomes significantly more difficult.
Many machinists attempt to avoid using steady rests in order to reduce setup complexity and improve production flexibility. However, unsupported boring operations introduce serious risks related to chatter, poor surface finish, and dimensional inconsistency.
In real production environments, the success of unsupported boring often depends less on machine horsepower and more on CNC tool rigidity, damping capability, and cutting strategy.
A common misconception is that increasing spindle power automatically solves deep-bore machining problems. In reality, vibration control and force management become far more important than raw machine power once overhang ratios begin increasing.
Many successful unsupported boring operations are achieved not because the machine is larger, but because the tooling, setup, and machining strategy have been optimized to control vibration before it starts.
For every advanced machining supplier, understanding when unsupported boring is practical—and when additional support becomes unavoidable—is essential for maintaining precision and machining efficiency.
Restated Insight: Unsupported long-bore machining is possible in some situations, but success depends heavily on tool stability, damping, and realistic rigidity limits.
Why Long, Slender Bores Create Machining Instability
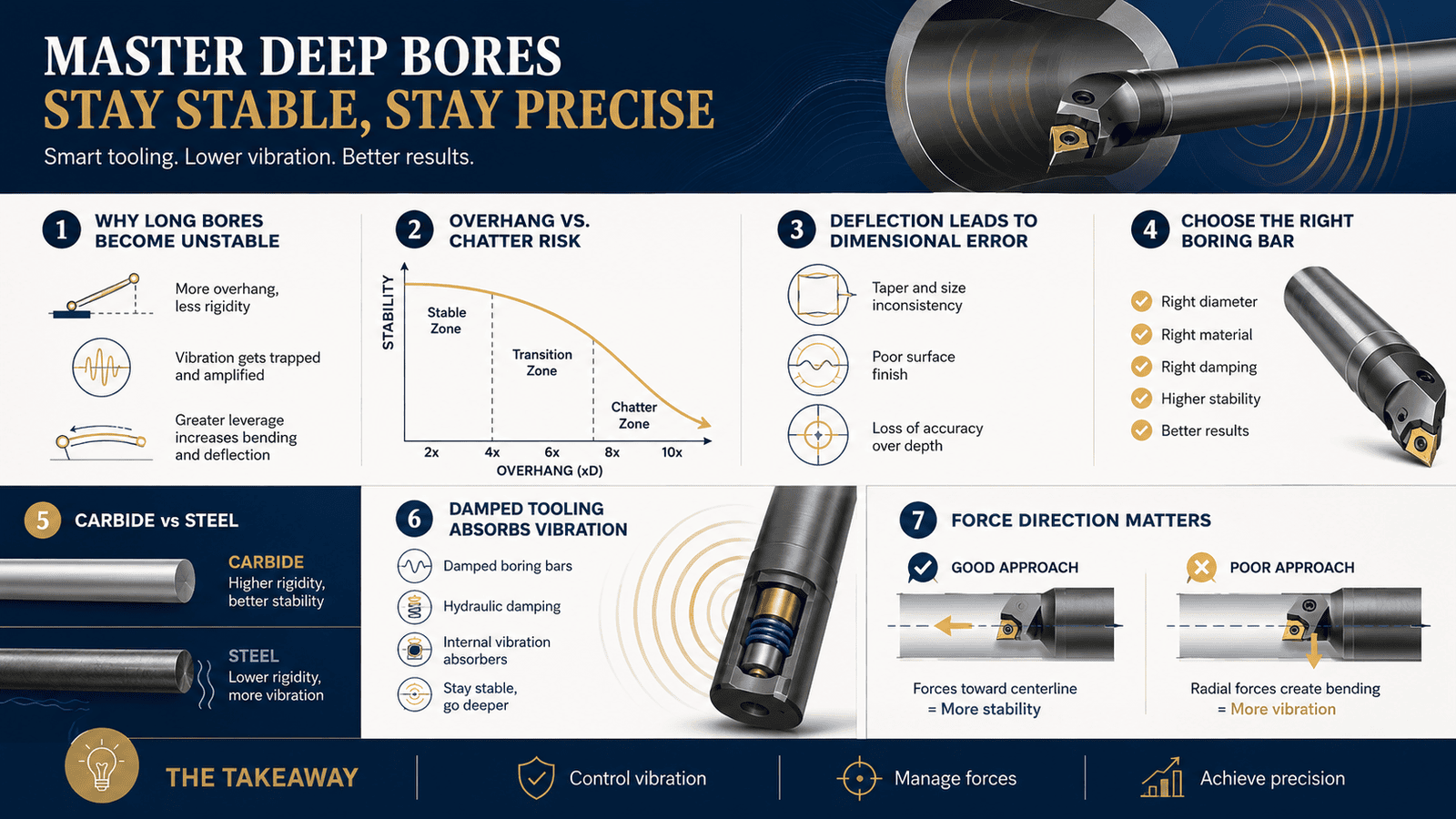
As boring depth increases, rigidity decreases rapidly.
Even small increases in overhang dramatically amplify vibration and tool deflection.
The challenge becomes particularly severe because boring bars behave differently from external turning tools. Since the tool is enclosed inside the workpiece, vibration energy becomes trapped and amplified rather than dissipated.
Additionally, every increase in bore depth increases leverage acting on the boring bar. The further the cutting edge extends away from the turret or spindle, the greater the bending force generated during machining.
This is why a boring bar that performs perfectly at 4x diameter overhang may become completely unstable at 8x or 10x diameter overhang.
The Relationship Between Overhang and Chatter
Long boring bars behave like cantilever beams under cutting load.
As unsupported length increases, vibration sensitivity rises significantly.
Even a minor increase in overhang can dramatically reduce system rigidity because stiffness decreases exponentially rather than linearly.
This is why chatter often appears suddenly once a certain bore depth threshold is reached.
Deflection and Dimensional Error
Tool deflection alters cutting geometry during machining.
This creates taper, inconsistent bore diameter, and poor surface finish quality.
Even if chatter is not visible, small amounts of tool bending can gradually move the cutting edge away from its programmed position.
The result is dimensional variation that becomes increasingly difficult to correct as bore depth increases.
CNC Tool Selection for Unsupported Boring
The boring bar itself plays the largest role in determining machining stability.
Tool material and damping capability directly affect performance.
In many cases, the difference between success and failure is not the machine but the boring bar technology being used.
Selecting the correct boring bar diameter, material composition, and damping system can significantly extend the practical limits of unsupported machining.
Modern tooling manufacturers have invested heavily in vibration-control technology because conventional steel boring bars simply cannot maintain stability at extreme overhang ratios.
Carbide vs Steel Boring Bars
Solid carbide boring bars provide significantly higher rigidity than steel bars at equivalent diameters.
This improves vibration resistance during deep boring operations.
Carbide bars are typically several times stiffer than steel alternatives, allowing them to maintain accuracy under higher cutting loads.
This makes them a preferred solution for medium-depth precision bores.
Damped Toolholder Technology
Modern damped CNC tool systems reduce harmonic vibration by absorbing cutting energy internally.
These systems improve stability during high-overhang machining.
Examples include:
- Tuned mass damper boring bars
- Hydraulic damping systems
- Anti-vibration boring bars with internal vibration absorbers
- Sandvik Silent Tools technology
- Kennametal and Seco damped boring systems
These technologies use internal masses, springs, viscous fluids, or damping cartridges that counteract vibration frequencies generated during machining.
In many applications, damped tooling can successfully machine overhang ratios exceeding 10:1 that would be impossible using conventional tooling.
Approach Angles and Cutting Force Management
Cutting geometry strongly influences how force is transferred into the boring bar.
Poor force direction increases instability rapidly.
Poor force direction occurs when a large portion of cutting force acts radially, pushing the boring bar sideways rather than along its strongest structural axis.
Side loading creates bending, vibration, and chatter because the boring bar is far less rigid laterally than it is axially.
Ideally, cutting forces should be directed as much as possible toward the spindle centerline or along the length of the boring bar. This minimizes bending and allows the tooling system to resist cutting loads more effectively.
Careful insert geometry selection and approach angle optimization help achieve this force distribution.
Reducing Radial Cutting Forces
Positive cutting geometries reduce side loading on the tool.
Lower radial force improves stability during slender bore machining.
This is important because radial forces act like a lever on the boring bar. As overhang increases, even small radial loads generate significant deflection.
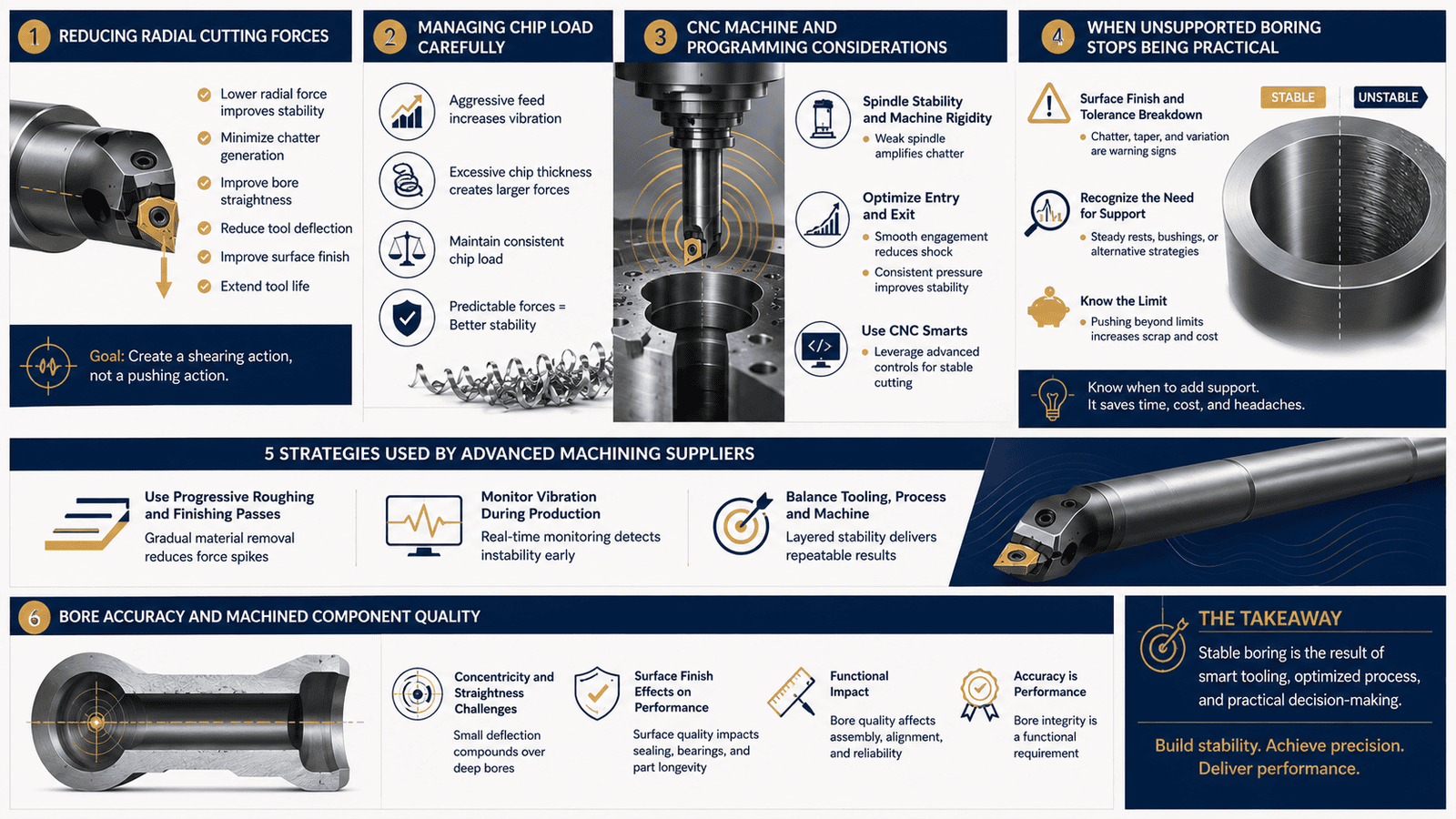
Reducing radial force helps:
- Minimize chatter generation
- Improve bore straightness
- Reduce tool deflection
- Improve surface finish consistency
- Extend tool life
The goal is to create a shearing action rather than a pushing action during cutting.
Managing Chip Load Carefully
Aggressive feed rates increase vibration intensity quickly during unsupported boring.
Stable chip load management is essential for maintaining bore accuracy.
Excessive chip thickness creates larger cutting forces, which immediately increase tool deflection.
Maintaining consistent chip load helps keep cutting forces predictable throughout the entire operation.
CNC Machine and Programming Considerations
Machine behavior and cutting strategy heavily influence unsupported boring success.
Stable cnc machine and programming workflows reduce vibration risk significantly.
Even highly rigid tooling cannot compensate for unstable machine dynamics, poor programming practices, or inconsistent cutting engagement.
Programming strategy often determines whether vibration is amplified or controlled during machining.
Modern CNC controls provide advanced capabilities that allow programmers to optimize cutting behavior throughout long-bore operations.
Spindle Stability and Machine Rigidity
Machine spindle condition affects harmonic behavior during long-bore machining.
Weak spindle damping amplifies chatter problems.
Bearing wear, spindle imbalance, and structural machine vibration can all transfer directly into the cutting process.
These factors become increasingly important as boring depth increases.
Optimizing Toolpath Entry and Exit
Smooth cutting engagement reduces shock loading during bore entry.
Consistent cutting pressure improves machining stability.
This is important because sudden entry into material creates an impact force that can immediately excite vibration frequencies within the boring bar.
Similarly, abrupt exits often cause tool rebound and temporary instability.
Gradual ramping, controlled entry feeds, and smooth exit transitions help:
- Reduce vibration spikes
- Improve dimensional consistency
- Protect cutting edges
- Minimize chatter initiation
- Extend tool life
Many shops focus heavily on cutting parameters while overlooking the significant stability improvements that can be achieved through better entry and exit strategies.
When Unsupported Boring Stops Being Practical
Every machining setup eventually reaches a physical rigidity limit.
Ignoring these limits increases scrap risk substantially.
While advanced tooling can push those limits further than ever before, there is always a point where additional support becomes the more economical solution.
Recognizing that limit early often saves significant time, tooling cost, and production disruption.
Experienced machinists understand that knowing when to stop fighting physics is part of effective process planning.
Surface Finish and Tolerance Breakdown
As vibration increases, bore finish quality and dimensional consistency deteriorate rapidly.
Tight-tolerance machining supplier environments must recognize these warning signs early.
Visible chatter marks, taper growth, and increasing measurement variation are all indicators that stability limits are being approached.
Recognizing the Need for Additional Support
Steady rests, support bushings, or alternative machining strategies become necessary when stability cannot be maintained consistently.
Attempting unsupported machining beyond safe limits often increases production cost.
Additional support frequently reduces total machining time because fewer corrective passes and less troubleshooting are required.
Strategies Used by Advanced Machining Suppliers
Experienced suppliers combine tooling strategy, process optimization, and practical machine limitations together.
Stable boring depends on balancing all three carefully.
Rather than relying on a single solution, successful shops build layered stability into the entire machining process.
This approach allows them to achieve repeatable bore quality across varying production conditions.
Using Progressive Roughing and Finishing Passes
Removing material gradually reduces cutting force spikes during deep boring operations.
This improves stability significantly.
Progressive material removal allows the boring bar to remain under more predictable loading conditions.
Monitoring Vibration During Production
Real-time process monitoring helps identify instability before dimensional failure occurs.
This improves machining repeatability across production runs.
Advanced monitoring systems can detect vibration trends long before part quality begins deteriorating.
Bore Accuracy and Machined Component Quality
Long-bore accuracy directly affects the performance of many precision machined components supplier applications.
Poor bore geometry creates downstream assembly and performance issues.
In many industries, bore quality directly influences bearing performance, hydraulic sealing effectiveness, and assembly alignment.
This makes bore accuracy a functional requirement rather than simply an inspection requirement.
Concentricity and Straightness Challenges
Deep bores require consistent alignment throughout the cutting process.
Small deflection errors accumulate quickly over long distances.
Even tiny deviations near the tool tip can create significant alignment errors at the end of a deep bore.
Surface Finish Effects on Functional Performance
Rough or unstable bore surfaces affect sealing, bearing performance, and part longevity.
Surface integrity is often just as important as dimensional accuracy.
Many component failures originate from surface quality issues rather than dimensional errors alone.
Conclusion
Machining long, slender bores without a steady rest is possible under certain conditions, but success depends heavily on tooling rigidity, damping capability, cutting geometry, and realistic process limitations.
By optimizing cnc tool selection, improving cnc machine and programming stability, and recognizing when additional support becomes necessary, suppliers can improve bore quality and reduce machining instability significantly.
For every advanced machining supplier and tight-tolerance machining supplier, understanding the limits of unsupported boring is essential for maintaining precision and production reliability.
If your machining team is struggling with chatter, bore taper, or unstable long-bore machining performance, unsupported boring limitations may be affecting your production consistency.
Evaluating tooling rigidity, damping strategy, and machine behavior together can uncover hidden stability issues impacting bore accuracy.
Companies like Vulcury support suppliers with production-focused machining insights, helping teams optimize cnc tool performance, strengthen cnc machine and programming workflows, and improve long-bore machining reliability.
By combining realistic machining strategies with stable process control, suppliers can reduce vibration, improve bore quality, and achieve more predictable production outcomes.
Frequently Asked Questions
1. Can long, slender bores be machined accurately without a steady rest?
Yes, unsupported boring is possible in many applications, but success depends on boring bar rigidity, damping capability, machine stability, and cutting strategy. Modern damped cnc tool systems can often support overhang ratios beyond 10:1, but every setup has a practical limit where additional support becomes necessary to maintain bore accuracy and surface finish.
2. Why does chatter increase as boring bar overhang grows?
As overhang increases, the boring bar becomes less rigid and more susceptible to vibration. The longer unsupported length acts like a cantilever beam, amplifying cutting forces and reducing stiffness. This makes deep-bore machining increasingly vulnerable to chatter, tool deflection, poor surface finish, and dimensional variation.
3. How do damped boring bars improve CNC tool stability?
Damped boring bars use technologies such as tuned mass dampers, hydraulic damping systems, and internal vibration absorbers to counteract harmonic vibration during cutting. These systems absorb cutting energy before it can build into chatter, allowing the cnc tool to maintain stability and accuracy at much greater overhang ratios than conventional steel tooling.
4. What are the most important CNC machine and programming strategies for unsupported boring?
Successful unsupported boring relies on stable machine conditions, controlled chip load, smooth toolpath entry and exit, optimized cutting geometry, and consistent cutting engagement. Effective cnc machine and programming practices help reduce vibration spikes, minimize tool deflection, improve bore straightness, and maintain repeatable machining performance throughout long-bore operations.

