
High-Feed Milling vs. Trochoidal: When Each Strategy Actually Wins in CNC Machine and Programming
Preamble
High-feed milling and trochoidal milling are both widely used strategies in modern machining, but each performs differently depending on material type, geometry, spindle capability, and cutting objectives. In real production environments, choosing the wrong strategy can increase cycle time, accelerate cnc tool wear, and reduce machining efficiency.
While CAM software often presents both methods as productivity-enhancing toolpaths, their performance varies significantly when applied to different materials and machining conditions. Understanding where each strategy excels allows manufacturers to improve productivity, extend tool life, and build more efficient cnc machine and programming workflows.
Introduction
In modern machining operations, selecting the right cutting strategy is just as important as choosing the right tooling or machine platform. While high-feed milling and trochoidal milling are often promoted as universal productivity solutions, their real-world performance depends heavily on application conditions.
For suppliers machining aluminum, steel, and titanium components, the wrong strategy can create unstable cutting conditions, excessive heat generation, and unnecessary cycle time increases. This makes effective cnc machine and programming decisions critical for maximizing spindle efficiency and machining consistency.
Understanding when each strategy wins requires moving beyond catalog theory and evaluating cutting behavior under real production conditions.
Many shops automatically default to whichever strategy they have used successfully in the past. However, modern machining environments require a more application-specific approach. Material characteristics, tool engagement, machine horsepower, coolant delivery, and spindle dynamics all influence whether high-feed or trochoidal milling produces better results.
The most productive shops are not necessarily using the newest toolpath strategy. They are using the strategy that best matches the actual machining challenge.
Restated Insight: High-feed and trochoidal milling each deliver advantages under specific machining conditions. Choosing the right approach depends on material behavior, tool engagement, and machining objectives.
Understanding High-Feed Milling
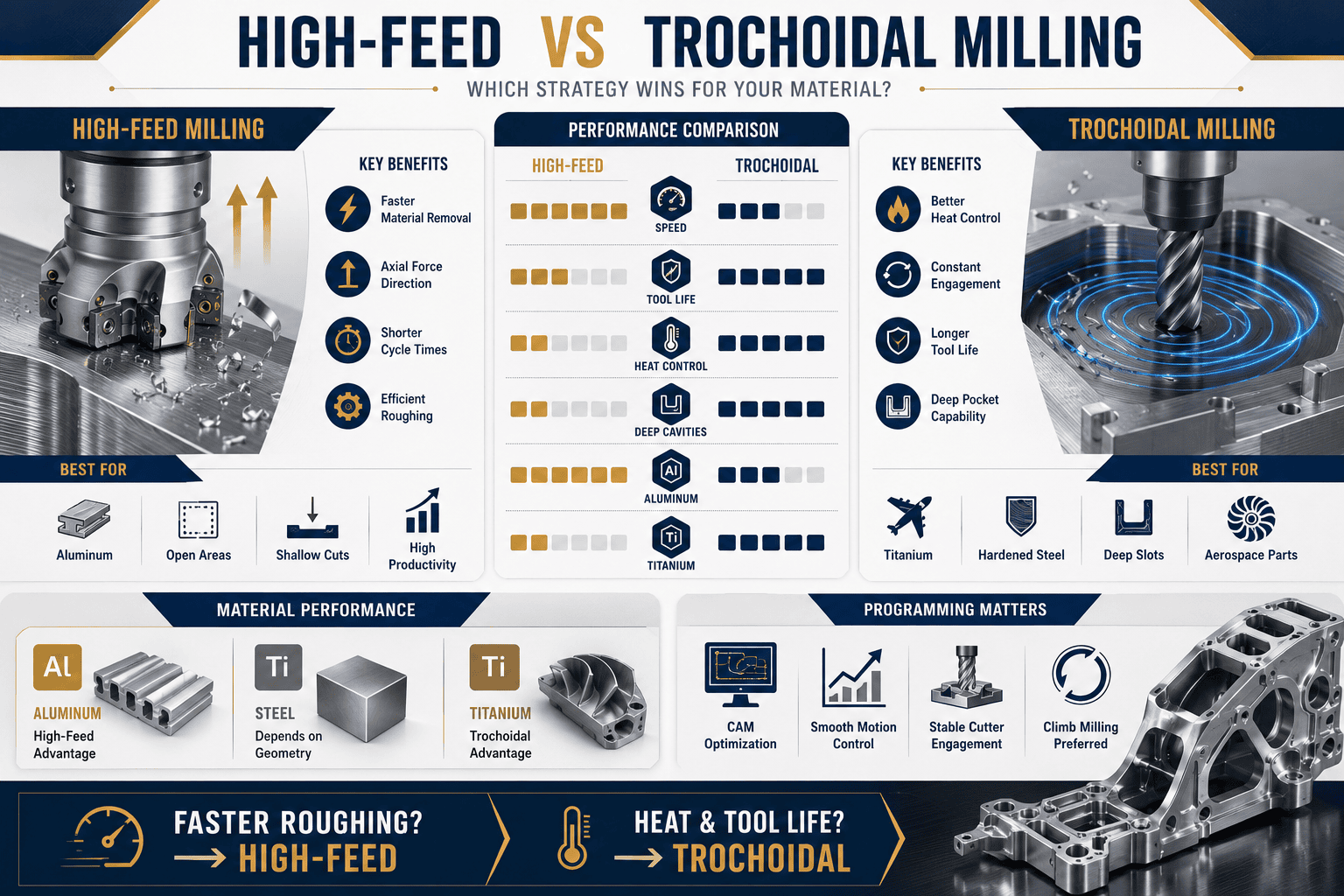
High-feed milling is designed to maximize feed rates while maintaining shallow axial depths of cut. This strategy reduces radial cutting forces and allows aggressive material removal in many roughing applications.
For suppliers focused on reducing cycle time, high-feed strategies can significantly improve machining productivity when properly applied.
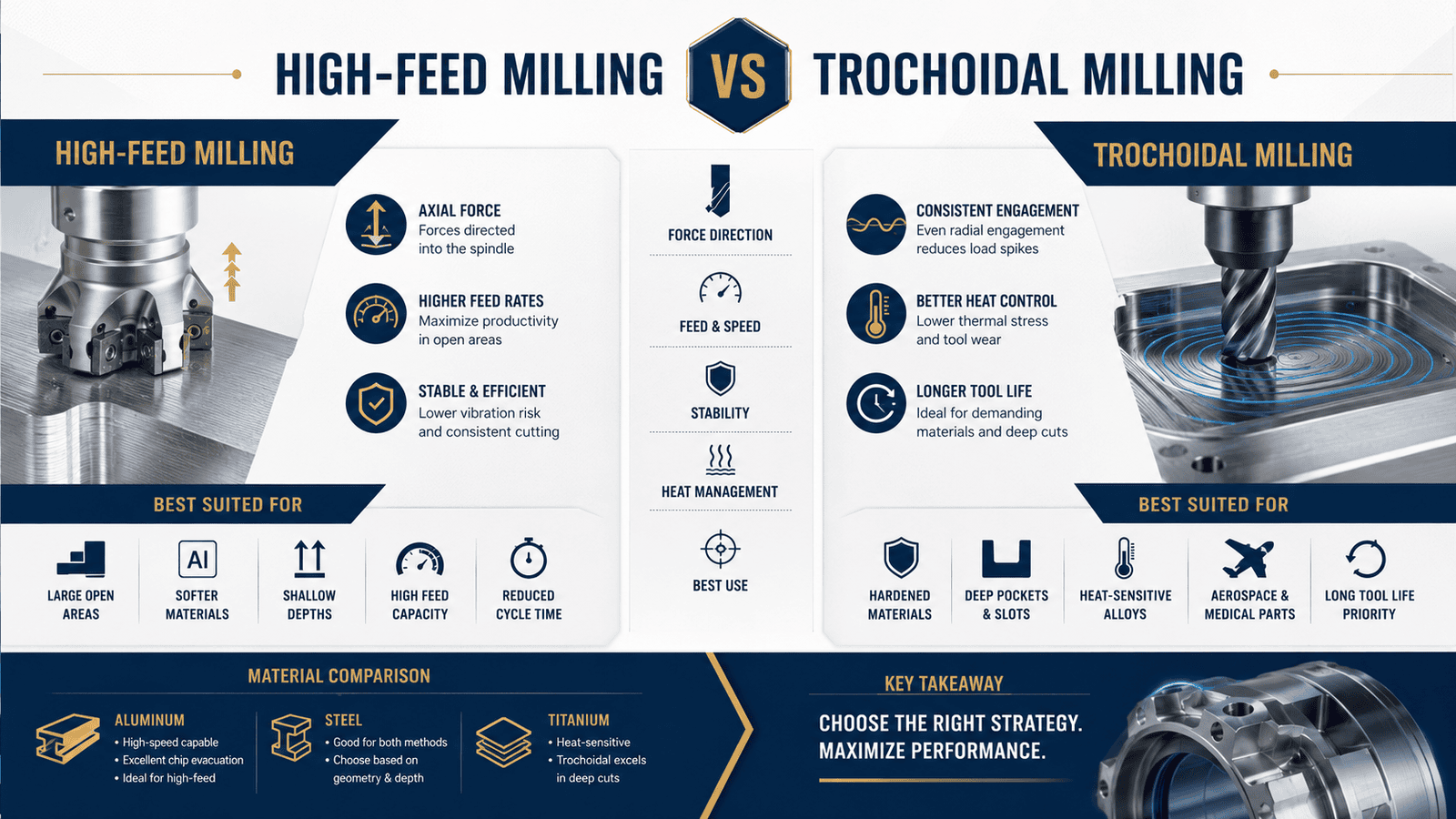
One reason high-feed milling has become popular is its ability to utilize machine motion efficiently. By reducing radial force and directing cutting loads into the spindle, operators can often increase feed rates dramatically while maintaining stability.
However, high-feed milling is not a universal solution. It performs best when the workpiece geometry allows broad cutter engagement and uninterrupted cutting conditions.
How High-Feed Milling Reduces Cutting Forces
High-feed cutters use specialized geometries that redirect cutting forces axially into the spindle rather than radially into the workpiece.
This improves stability and allows faster feed rates while reducing vibration risk.
Because the force is directed upward into the spindle structure, machines can often handle significantly higher feed rates than conventional roughing methods without creating chatter.
The result is higher metal removal rates with lower overall cutting stress.
Best Applications for High-Feed Milling
High-feed milling performs especially well in large open-area roughing operations and softer materials such as aluminum.
It is also effective in situations where spindle power is limited but high feed motion can still be maintained efficiently.
Materials where high-feed milling commonly performs well include:
- Aluminum alloys
- Low and medium carbon steels
- Stainless steels
- Certain cast irons
However, high-feed milling becomes less effective in:
- Deep slotting operations
- Narrow pockets
- Hardened steels
- Titanium with long engagement lengths
- Complex deep cavities requiring constant cutter engagement
In these situations, heat management and tool loading often favor trochoidal strategies instead.
Understanding Trochoidal Milling
Trochoidal milling uses continuous looping toolpaths to maintain consistent cutter engagement and reduce heat concentration.
This approach is widely used in harder materials and deep-pocket machining applications where heat management becomes critical.
Unlike traditional roughing strategies, trochoidal milling continuously controls radial engagement throughout the cut. This allows the cutter to operate under more stable loading conditions.
Although the machine may travel a longer overall path, the tool experiences lower peak loads and reduced thermal shock.
Consistent Tool Engagement and Heat Control
Trochoidal toolpaths maintain relatively constant radial engagement, reducing sudden load spikes on the cnc tool.
This improves tool life and reduces thermal stress during aggressive machining operations.
Because chip thickness remains more consistent, cutting forces become more predictable and easier for the machine to manage.
This stability becomes particularly valuable in difficult-to-machine alloys.
Ideal Applications for Trochoidal Milling
Trochoidal milling performs especially well in titanium, hardened steels, and deep-slot machining where chip evacuation and heat buildup are major concerns.
It is commonly used when maintaining tool longevity is more important than maximizing feed rate alone.
Applications that benefit most include:
- Aerospace structural components
- Deep pocket machining
- Hardened steel molds
- Titanium medical components
- Long engagement slotting operations
In these environments, tool life improvements often outweigh the additional toolpath distance.
Material Comparisons: Aluminum vs Steel vs Titanium
Material behavior significantly affects the performance of both cutting strategies.
Understanding how each material responds under load helps suppliers optimize programming of cnc machines for better machining outcomes.
No machining strategy exists independently of material behavior. What works exceptionally well in aluminum may perform poorly in titanium under identical conditions.
The interaction between heat generation, chip evacuation, and cutter loading ultimately determines which approach wins.
Aluminum Machining Performance
In aluminum applications, high-feed milling often delivers faster material removal rates because heat generation is less restrictive and spindle speeds can remain high.
Trochoidal milling may still provide advantages in deep-pocket geometries or thin-wall features.
For large roughing operations, high-feed milling frequently produces shorter cycle times and lower cost per part.
Steel and Titanium Performance
In steel and titanium machining, trochoidal milling frequently outperforms high-feed strategies because controlled engagement reduces heat concentration and improves tool life.
These benefits become increasingly important in high-value aerospace components where tooling cost and process reliability directly affect profitability.
CNC Machine and Programming Considerations
Toolpath performance depends heavily on programming quality and machine capability.
Poor cnc machine and programming decisions can eliminate the advantages of either machining strategy.
Even the best cutting strategy can fail if acceleration settings, machine dynamics, or toolpath transitions are not optimized correctly.
Programming quality often determines whether a strategy achieves its theoretical performance.
Toolpath Optimization and Motion Control
Efficient motion control reduces unnecessary acceleration and deceleration during cutting.
Smooth transitions improve spindle load consistency and reduce machine stress.
Modern CAM systems provide sophisticated control over machine motion that can dramatically improve machining stability.
Programming for Stable Cutter Engagement
Programming of cnc machines should prioritize consistent engagement, especially in harder materials.
Maintaining stable chip load improves both machining stability and surface finish quality.
The most effective toolpaths minimize sudden engagement changes that can shock the cutter and increase wear.
Conventional vs Climb Milling in Modern Toolpaths
Milling direction also affects machining performance and cutting stability.
Understanding conventional vs climb milling behavior helps suppliers optimize both high-feed and trochoidal strategies.
Although modern CNC equipment predominantly uses climb milling, understanding both approaches remains important when evaluating toolpath behavior.
Machine condition, workholding stability, and material characteristics can all influence the best choice.
What Is Climb Milling?
Climb milling occurs when the cutter rotates in the same direction as the feed motion.
The cutter enters the material at maximum chip thickness and exits at minimum chip thickness.
This cutting action reduces rubbing, improves chip evacuation, and generally creates better surface finishes.
Modern CNC machines typically favor climb milling because backlash compensation and machine rigidity allow it to operate efficiently.
Climb Milling Advantages
Climb milling typically improves surface finish and reduces heat generation because the cutter engages material at maximum chip thickness first.
Modern CNC machining environments commonly favor climb milling vs conventional milling due to improved efficiency, reduced tool wear, and better dimensional control.
When Conventional Milling Still Matters
Conventional milling may still provide advantages in unstable setups, older machines, or situations involving excessive backlash.
Selecting the correct milling direction depends on both machine condition and application requirements.
Tool Wear, Heat, and Long-Term Machining Efficiency
The machining strategy directly affects tooling cost and long-term production efficiency.
Suppliers must balance cycle time reduction against tool life and process reliability.
Many shops focus exclusively on cycle time while overlooking tooling consumption.
However, machining profitability depends on both productivity and tooling economics.
Managing Heat Generation
Trochoidal milling reduces localized heat buildup through constant motion and improved chip evacuation.
This becomes especially important in titanium machining operations.
Lower heat concentration typically results in more predictable cutter performance.
Reducing CNC Tool Failure
High cutting loads and inconsistent engagement accelerate cnc tool wear.
Stable programming strategies improve predictability and reduce unexpected tooling failures.
Reducing sudden load spikes remains one of the most effective ways to extend tool life.
Conclusion
High-feed and trochoidal milling are both powerful machining strategies, but neither is universally superior. Their effectiveness depends on material type, geometry, spindle capability, and overall cnc machine and programming quality.
High-feed milling often delivers exceptional productivity in aluminum and open-area roughing applications, while trochoidal milling provides superior heat control and tool life in harder materials such as steel and titanium.
By understanding the strengths and limitations of each strategy, suppliers can optimize machining efficiency, improve tooling performance, and achieve more predictable production outcomes.
If your machining team is struggling with inconsistent cycle times, excessive tool wear, or unstable cutting performance, the issue may lie within your current toolpath strategy.
Evaluating cutter engagement, machining dynamics, and programming decisions together can reveal opportunities to improve productivity without additional equipment investment.
Companies like Vulcury help suppliers optimize cnc machine and programming workflows through process-focused machining support, production-oriented tooling strategies, and real-world manufacturing insights.
By aligning machining strategy with application requirements, suppliers can improve efficiency, reduce waste, and strengthen long-term machining performance.
Frequently Asked Questions
1. What is the difference between high-feed milling and trochoidal milling?
High-feed milling uses shallow depths of cut and very high feed rates to maximize material removal efficiency, while trochoidal milling uses looping toolpaths that maintain consistent cutter engagement and reduce heat buildup. The best choice depends on material type, part geometry, spindle capability, and overall cnc machine and programming strategy.
2. When does high-feed milling perform better than trochoidal milling?
High-feed milling typically performs best in aluminum, open-area roughing operations, and applications where high feed rates can be maintained efficiently. It is particularly effective when cycle time reduction is the primary objective and cutter engagement remains relatively unrestricted throughout the machining operation.
3. Why is trochoidal milling preferred for titanium and hardened steels?
Trochoidal milling maintains consistent radial engagement, reduces heat concentration, and minimizes sudden cutting-force spikes. These advantages help improve cnc tool life, chip evacuation, and machining stability in difficult-to-machine materials such as titanium, hardened steels, and deep-pocket aerospace components.
4. How does CNC machine and programming affect the success of either strategy?
Even the best machining strategy can underperform if programming is not optimized correctly. Effective cnc machine and programming workflows focus on smooth motion control, stable cutter engagement, proper chip load management, and efficient toolpath transitions. Optimized programming of cnc machines helps maximize productivity, improve surface finish, and extend tool life regardless of whether high-feed or trochoidal milling is used.

