
The Real Difference Between G96 and G97 And When to Break the Rules in CNC Machine G Code
Preamble
Introduction
Spindle speed control is one of the most critical variables in CNC turning operations because it directly influences cutting stability, heat generation, insert wear, and overall machining consistency. In turning applications, G96 and G97 determine how spindle RPM behaves as the cutting tool moves across changing workpiece diameters.
Although these commands appear straightforward in programming manuals, their real-world behavior becomes far more complex once production variables such as interrupted cuts, unstable workholding, aggressive material removal, and changing diameters enter the equation.
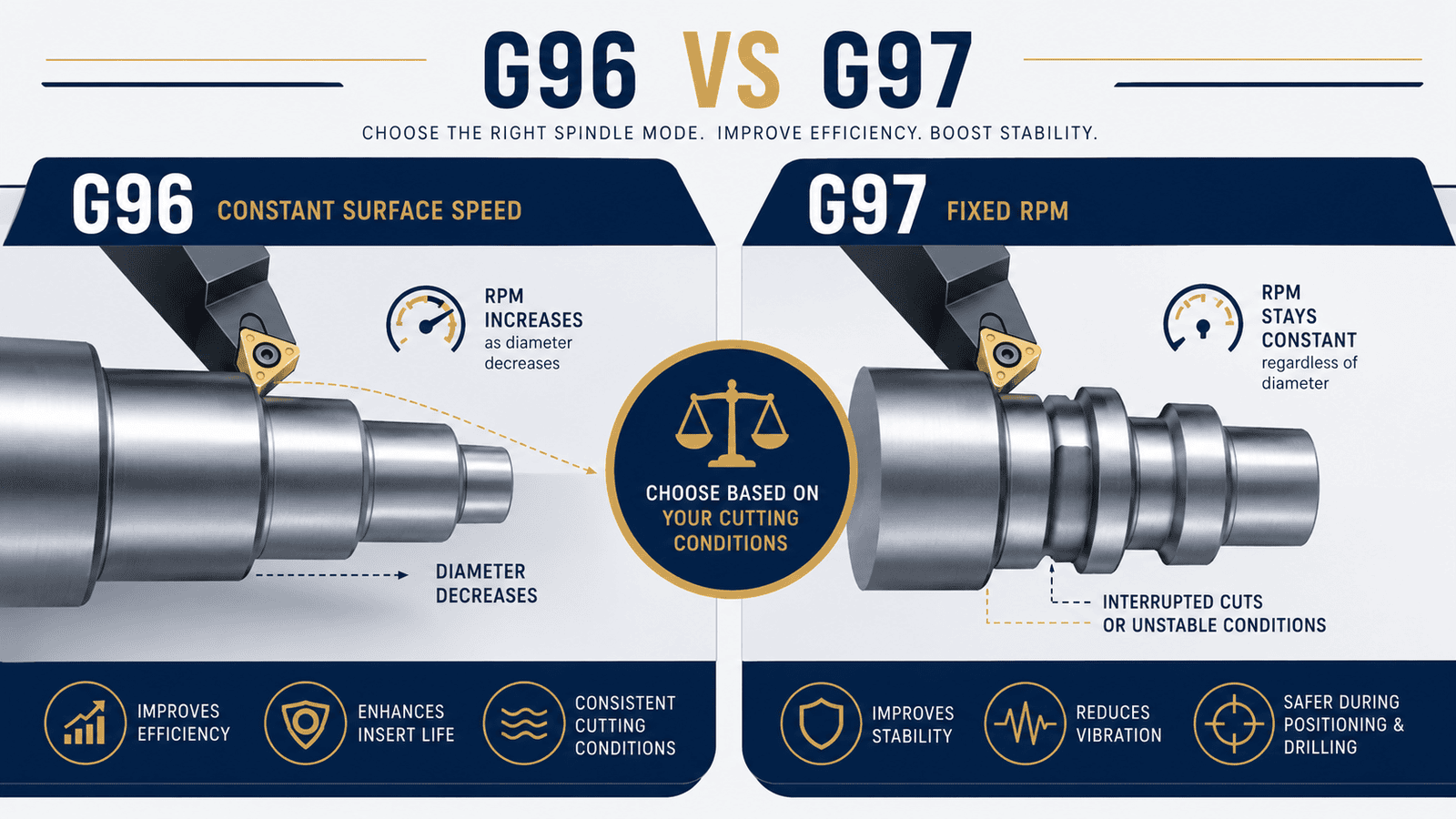
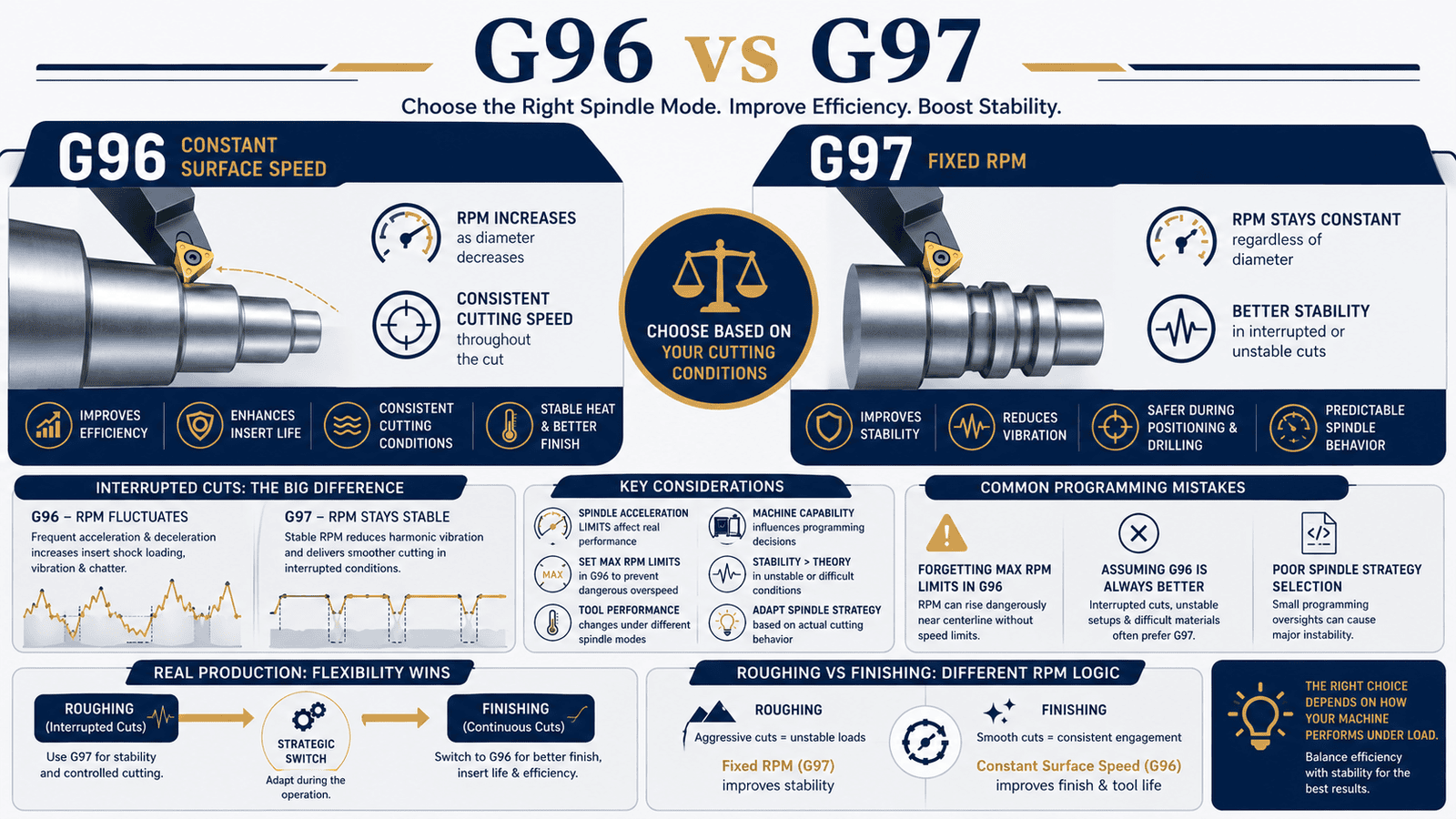
Constant surface speed mode (G96) automatically adjusts spindle RPM according to the changing diameter of the cutting tool engagement area in order to maintain a consistent cutting speed. Fixed RPM mode (G97), by contrast, maintains the same spindle speed regardless of diameter variation during machining.
In stable turning environments, both spindle modes can perform extremely well. However, under difficult machining conditions, experienced machinists often move away from textbook programming strategies in order to maintain process stability and protect tooling.
In many advanced production environments, spindle control strategy becomes less about theoretical optimization and more about managing vibration, insert shock loading, spindle acceleration behavior, and machine response under real cutting conditions.
For every high-performance machining supplier, understanding when to follow standard spindle programming rules—and when to intentionally break them—is essential for improving reliability, insert life, and machining predictability.
Restated Insight: G96 and G97 are not simply spindle commands inside cnc machine g code. They directly influence cutting stability, machine behavior, insert performance, and overall turning consistency across real production environments.
Understanding G96 and Constant Surface Speed Control
G96 activates constant surface speed control, allowing the machine to continuously adjust spindle RPM as the cutting diameter changes during turning operations.
The goal of this strategy is to maintain consistent cutting speed at the insert edge regardless of changing workpiece diameter. This allows cutting conditions to remain more stable throughout the operation.
In most continuous turning applications, G96 improves cutting efficiency significantly because spindle speed automatically compensates for diameter reduction.
Why Constant Surface Speed Improves Machining Efficiency
As the cutting diameter decreases, spindle RPM increases automatically to maintain the programmed surface speed. This creates more consistent chip formation, stable cutting temperature, and improved surface finish quality.
Without constant surface speed control, cutting conditions would gradually slow down as diameter decreases, creating inconsistent machining performance across the part.
Stable cutting speed also improves process predictability during long production runs.
How G96 Improves Insert Life
Insert wear is heavily influenced by heat fluctuation at the cutting edge. Under G96 control, thermal conditions remain more consistent because surface speed stays relatively stable throughout the cut.
This reduces uneven insert wear patterns and improves tooling predictability significantly.
In many turning applications, proper cnc tool performance depends heavily on maintaining stable cutting speed rather than fluctuating RPM conditions.
Understanding G97 and Fixed RPM Operation
Unlike G96, G97 maintains a constant spindle RPM regardless of changing cutting diameter.
This spindle mode sacrifices consistent surface speed in exchange for more predictable machine behavior during unstable or interrupted cutting operations.
Although G97 is often considered less efficient theoretically, it frequently improves stability in real-world machining environments where spindle acceleration changes create vibration problems.
Why Fixed RPM Improves Stability
Interrupted cuts, unstable workholding, cast surfaces, or irregular part geometry can create rapid RPM fluctuations under constant surface speed control.
When spindle speed changes aggressively during interrupted engagement, vibration and insert shock loading often increase substantially.
By maintaining a stable RPM throughout the operation, G97 prevents sudden speed changes that may destabilize the machining process.
Safer Spindle Behavior During Positioning and Drilling
Many machinists intentionally use G97 during rapid positioning, drilling cycles, centerline operations, and tool changes because spindle behavior remains predictable.
This simplifies machine response and reduces the risk of unexpected acceleration near the centerline of the workpiece.
Stable RPM control also improves operator confidence during setup-sensitive operations.
Interrupted Cuts Often Expose the Limits of G96
Although constant surface speed improves efficiency in many applications, it does not perform well in every turning environment.
Interrupted cuts create one of the biggest limitations of G96 because spindle RPM continuously accelerates and decelerates as cutting engagement changes.
Under unstable conditions, these RPM fluctuations can actually reduce machining stability instead of improving it.
RPM Fluctuation Increases Insert Shock Loading
During interrupted turning, the insert repeatedly enters and exits the material surface. Under G96 control, the machine may continuously adjust spindle speed while the insert experiences intermittent cutting engagement.
This creates unstable cutting conditions where insert shock loading, vibration, and chatter become more severe.
Longer cycle times, poor surface finish quality, and premature insert failure often follow.
Why Experienced Machinists Sometimes Override CSS
Many experienced machinists intentionally switch from G96 to G97 when interrupted cuts create unstable spindle behavior.
Although constant surface speed appears theoretically superior, stable RPM operation often produces better real-world results under aggressive cutting conditions.
In many production environments, practical machining stability matters more than mathematically optimized surface speed.
CNC Machine and Programming Strategy Must Work Together
Spindle control strategy cannot be separated from machine capability, tooling rigidity, or production requirements.
Effective cnc machine and programming workflows balance theoretical cutting efficiency with real machine behavior, spindle acceleration capability, and cutting stability.
The best spindle strategy depends on how the machine actually responds under load—not just what the programming manual recommends.
Spindle Acceleration Limits Affect Real Performance
Machines cannot instantly accelerate or decelerate spindle RPM during aggressive turning operations.
When diameter changes occur rapidly, spindle lag may prevent the machine from reaching the commanded speed fast enough to maintain ideal cutting conditions.
This affects actual machining performance more than many programmers initially realize.
Maximum RPM Limits Are Critical in G96
Programming of cnc machines should always include safe maximum spindle speed limits during G96 operation.
Without spindle limits, RPM can rise dangerously high as the tool approaches the centerline of the workpiece.
Excessive spindle speed increases machine stress, insert failure risk, vibration instability, and overall safety concerns.
CNC Tool Performance Changes Under Different Spindle Modes
Insert behavior changes significantly depending on whether G96 or G97 is active.
Cutting temperature, vibration frequency, chip formation, and insert loading all respond differently under varying spindle control strategies.
Tool life optimization requires understanding how spindle behavior influences real cutting conditions.
Heat Consistency During Continuous Turning
Under smooth continuous cuts, G96 typically creates more stable heat generation because surface speed remains consistent throughout the operation.
This improves insert wear distribution and reduces localized thermal damage at the cutting edge.
For long production runs, stable thermal behavior often improves tooling predictability substantially.
Stable RPM Can Reduce Harmonic Vibration
In interrupted turning applications, G97 may reduce harmonic instability because spindle speed remains fixed throughout the cut.
Stable RPM sometimes produces smoother cutting behavior even if theoretical cutting efficiency decreases slightly.
In difficult machining environments, process stability often matters more than maximum cutting speed optimization.
Common Programming Mistakes with G96 and G97
Many spindle-related machining problems are not caused by machine limitations alone. They often originate from incorrect programming assumptions or improper spindle strategy selection.
Small programming oversights can quickly create major instability problems during turning operations.
Forgetting Maximum RPM Limits in G96
One of the most dangerous programming mistakes is failing to apply spindle speed limits during constant surface speed operation.
As cutting diameter approaches centerline, spindle RPM rises rapidly under G96 control. Without RPM restrictions, machines may overspeed unexpectedly.
This creates unnecessary machine stress, excessive vibration, and increased tooling failure risk.
Assuming G96 Is Always Better
Constant surface speed is not universally superior for every turning condition.
Interrupted cuts, unstable workholding, difficult materials, and vibration-sensitive setups often perform better under fixed RPM operation.
Experienced machinists continuously adapt spindle strategy based on actual cutting behavior rather than relying purely on standard programming rules.
Real Production Environments Often Require Flexible Spindle Strategy
In real manufacturing environments, spindle control decisions are rarely black and white.
A turning process may begin under G97 for stability during rough interrupted cuts, then transition into G96 during finishing operations where stable surface speed improves surface finish and insert life.
The most effective machinists understand how to combine both spindle modes strategically depending on the operation.
Roughing and Finishing Often Require Different RPM Logic
Aggressive roughing cuts generate unstable cutting loads that may benefit from fixed RPM control.
Finishing passes, however, typically benefit from constant surface speed because cutting engagement becomes smoother and more predictable.
Adapting spindle logic between roughing and finishing improves both productivity and tooling performance.
Machine Capability Influences Programming Decisions
Not every machine responds equally well to rapid spindle acceleration changes.
Older machines, lower-powered spindles, or unstable setups may struggle under aggressive G96 conditions.
Programming strategy should always reflect actual machine behavior, not just theoretical cutting calculations.
Conclusion
Understanding the real difference between G96 and G97 is essential for improving turning stability, insert life, and machining consistency.
While constant surface speed improves efficiency and heat consistency during many turning operations, real production conditions often require more flexible spindle control strategies. Interrupted cuts, unstable workholding, spindle acceleration lag, and harmonic vibration frequently change how these commands behave once machining begins.
By improving cnc machine g code practices, optimizing cnc machine and programming strategy, and understanding how spindle behavior affects tooling stability, suppliers can significantly improve machining reliability and reduce production risk.
For every advanced machining supplier, knowing when to follow standard spindle control rules—and when to intentionally override them—is essential for achieving stable and predictable turning performance.
If your turning operations are experiencing unstable spindle behavior, inconsistent insert life, or excessive vibration during machining, your spindle control strategy may require closer evaluation.
Reviewing how G96 and G97 interact with cutting conditions, machine response, tooling rigidity, and workholding stability can often reveal hidden inefficiencies affecting production performance.
Companies like Vulcury support machining teams with production-focused machining insights, helping suppliers optimize cnc machine g code workflows, strengthen cnc machine and programming strategy, and improve long-term machining stability across real manufacturing environments.
By aligning spindle control strategy with actual cutting behavior rather than relying only on textbook programming rules, manufacturers can improve tooling reliability, reduce vibration, and achieve more predictable turning performance.
Frequently Asked Questions
1. What is the difference between G96 and G97 in CNC machine g code?
G96 uses Constant Surface Speed (CSS) mode, where spindle RPM automatically changes based on the cutting tool diameter or workpiece diameter to maintain consistent cutting speed. G97 uses fixed RPM mode, where spindle speed remains constant regardless of diameter changes. These spindle control strategies directly affect cutting stability, insert life, and machining behavior during turning operations.
2. Why does G96 improve insert life and surface finish in CNC turning?
G96 maintains a stable cutting speed as the diameter changes, which improves chip formation, reduces thermal fluctuation at the cutting edge, and creates more consistent insert wear. This helps improve cnc tool life, surface finish quality, and overall machining predictability during continuous turning operations.
3. Why do machinists sometimes switch from G96 to G97 during interrupted cuts?
Interrupted cuts can create rapid spindle acceleration and deceleration under G96 control, increasing vibration and insert shock loading. Many machinists switch to G97 because fixed RPM operation provides more stable spindle behavior under unstable cutting conditions, improving machining consistency and reducing chatter.
4. What are the most common programming mistakes when using G96 and G97?
One of the biggest mistakes is forgetting to set maximum spindle RPM limits during G96 operation, which can create dangerous overspeed conditions near centerline cutting. Another common issue is assuming G96 is always superior. Effective cnc machine and programming workflows require selecting spindle control strategies based on actual cutting conditions, machine rigidity, and workholding stability rather than relying only on theoretical efficiency.

