
Parting-Off Without Drama: Speed, Feed, and Coolant That Actually Work for CNC Tool Stability
Preamble
Parting-off is one of the most unstable and failure-prone operations in turning, yet it remains essential for high-volume production machining. Poor insert geometry, incorrect feed rates, weak coolant delivery, and unstable machine setup frequently cause chatter, burr formation, broken inserts, and inconsistent cutoff quality. In modern cnc tool applications, successful parting depends on balancing spindle speed, cutting pressure, chip evacuation, and machine rigidity together. Understanding how cutting conditions influence parting stability helps suppliers improve surface finish, reduce tool failure, and achieve more reliable burr-free production performance.
Introduction
Parting-off operations often appear simple on paper, but in real machining environments they are among the most sensitive turning processes to optimize correctly. Unlike standard turning operations, parting tools operate with limited rigidity, narrow chip evacuation space, and concentrated cutting pressure inside a deep and progressively narrowing groove.
As the insert approaches the centerline of the workpiece, cutting conditions change rapidly. Surface speed decreases, chip evacuation becomes more difficult, and vibration risk increases significantly. Small mistakes in feed rate, insert geometry, or coolant delivery can quickly create chatter, poor surface finish, or catastrophic insert failure.
For every advanced machining supplier, understanding the interaction between tooling geometry, machine stability, and cutting parameters is essential for maintaining consistent production performance during cutoff operations.
Restated Insight: Stable parting-off is not achieved through aggressive cutting alone. Reliable results depend on balancing tooling geometry, cutting conditions, coolant delivery, and machine rigidity carefully.
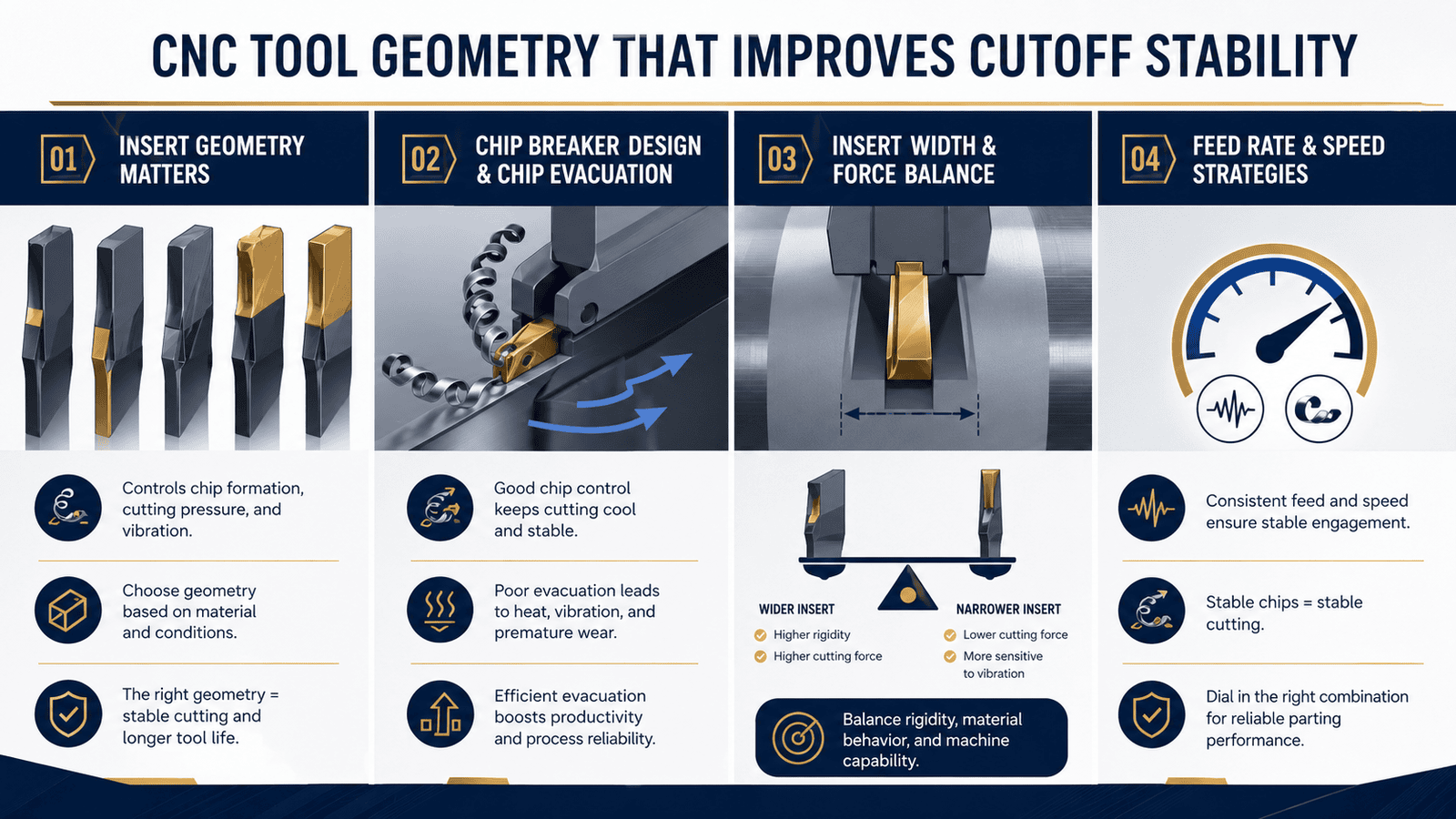
CNC Tool Geometry That Improves Cutoff Stability
Insert geometry has a major influence on chip formation, cutting pressure, and vibration control during parting operations.
Different geometries behave very differently depending on material type and cutting conditions.
For example, neutral-ground parting inserts are commonly used for general-purpose steel machining because they balance cutting pressure evenly and provide stable chip flow. Positive-rake inserts reduce cutting forces and are often preferred for softer materials such as aluminum or stainless steel where minimizing heat and vibration is critical. Full-radius edge inserts improve edge strength during heavy-duty cutoff operations but may generate higher cutting pressure on smaller machines.
V-style inserts and molded chip-breaker inserts are frequently selected for improved chip control in long-chipping materials. Self-grip blade systems are commonly used in high-production cnc tool applications because they improve insert rigidity and reduce blade deflection during deep parting cuts.
In difficult materials such as titanium or high-temperature alloys, reinforced carbide inserts with specialized chip-breaker geometries help maintain cutting stability while reducing notch wear and thermal cracking.
Selecting the correct insert geometry depends on multiple factors including material hardness, spindle power, coolant delivery capability, and required surface finish quality.
Chip Breaker Design and Chip Evacuation
Effective chip breaker geometry helps curl and evacuate chips efficiently from the groove. Poor chip control creates chip packing, increased heat, and unstable cutting pressure.
Optimized chip evacuation improves insert life and reduces the likelihood of catastrophic tool failure during production runs.
Insert Width and Cutting Force Balance
Wider inserts increase rigidity but also generate higher cutting forces. Narrower inserts reduce force but become more sensitive to vibration and deflection.
For example, a 4 mm insert may improve rigidity during large-diameter steel cutoff operations, while a 2 mm insert may perform better for small precision components where reducing cutting pressure is more important.
Selecting the correct insert width requires balancing rigidity, material behavior, and machine capability carefully.
Feed Rate and Speed Strategies That Actually Work
Many parting failures originate from incorrect feed and spindle speed combinations rather than poor tooling alone.
Stable chip formation requires consistent cutting engagement throughout the operation.
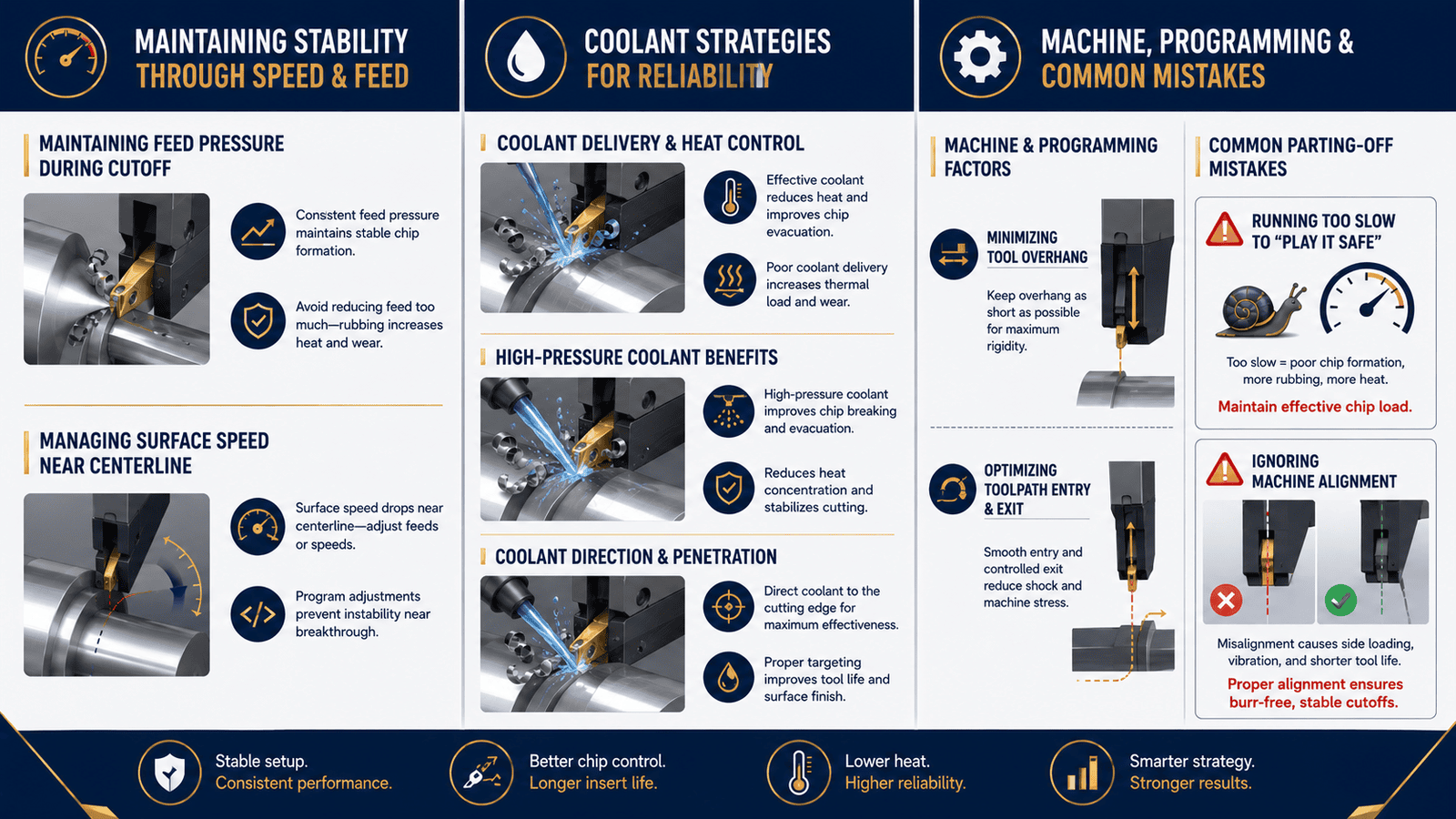
Maintaining Feed Pressure During Cutoff
Reducing feed too aggressively often causes rubbing instead of cutting. This increases heat generation and accelerates insert wear rapidly.
Consistent feed pressure helps maintain stable chip formation and improves cutoff reliability significantly.
Managing Surface Speed Near Centerline
Surface speed naturally decreases as the tool approaches the center of the workpiece. Programming adjustments may be necessary to maintain cutting stability during the final portion of the cut.
Programming of cnc machines should account for these changing conditions carefully to avoid instability near breakthrough.
Coolant Delivery and Heat Control
Coolant performance plays a major role in cutoff reliability and insert life.
Poor coolant delivery increases thermal load and chip evacuation problems quickly.
High-Pressure Coolant Benefits
High-pressure coolant improves chip breaking and helps evacuate chips from narrow grooves more effectively.
This reduces heat concentration and stabilizes the cutting zone during deeper cuts.
Coolant Direction and Penetration
Coolant must reach the cutting edge directly to remain effective. Poor nozzle positioning often limits coolant performance despite high pressure availability.
Proper coolant targeting improves both insert longevity and surface finish consistency.
CNC Machine and Programming Factors That Affect Stability
Machine rigidity and spindle behavior strongly influence parting-off performance.
Stable cnc machine and programming workflows reduce vibration and improve cutoff consistency significantly.
Minimizing Tool Overhang
Excessive tool projection increases vibration sensitivity rapidly. Keeping the parting blade as short as possible improves rigidity substantially.
Rigid setup conditions are essential for stable cutoff operations.
Optimizing Toolpath Entry and Exit
Smooth entry motion and controlled spindle behavior reduce shock loading during initial engagement.
Proper programming strategies improve insert stability and reduce machine stress during production runs.
Common Parting-Off Mistakes That Cause Problems
Many machining problems during cutoff operations are caused by avoidable setup and programming errors.
Small mistakes often escalate quickly under production conditions. Provide example here
Running Too Slow to “Play It Safe”
Operators frequently reduce speed excessively when instability appears. However, overly conservative cutting conditions often worsen chip formation and increase rubbing.
Stable cutting requires maintaining effective chip load consistently.
Ignoring Machine Alignment
Misaligned tooling creates uneven cutting pressure and side loading on the insert. This dramatically increases vibration risk and reduces insert life. Proper alignment is essential for maintaining burr-free cutoff quality.
Conclusion
Successful parting-off operations depend much more than spindle speed alone. Insert geometry, feed consistency, coolant delivery, machine rigidity, and programming strategy all influence cutoff stability significantly.
By optimizing cnc tool selection, improving cnc machine and programming workflows, and controlling cutting conditions carefully, suppliers can reduce chatter, improve surface finish, and achieve more reliable burr-free production performance.
For every advanced machining supplier and tight-tolerance machining supplier, stable cutoff processes are essential for maintaining machining efficiency and production consistency.
If your machining team is struggling with broken inserts, inconsistent cutoff quality, or unstable parting performance, your cutting strategy may require a more complete process evaluation.
Reviewing tooling geometry, feed rates, coolant delivery, and machine rigidity together can uncover hidden issues affecting production stability.
Companies like Vulcury support suppliers with production-focused machining insights, helping teams optimize cnc tool performance, improve cnc machine and programming workflows, and strengthen cutoff reliability across demanding machining environments.
By improving process stability and chip control, suppliers can reduce downtime, improve part quality, and achieve more predictable production performance.
Frequently Asked Questions
1. Why are parting-off operations unstable in CNC machining?
Parting-off operations concentrate cutting pressure into a very narrow cutting zone while operating with limited tool rigidity and restricted chip evacuation space. As the insert moves deeper into the material and approaches the centerline, surface speed drops and vibration risk increases, making cutoff operations highly sensitive to feed rate, coolant delivery, and cnc tool stability.
2. How does CNC tool geometry affect parting-off performance?
Insert geometry directly influences chip formation, cutting pressure, and vibration control. For example, wider inserts improve rigidity but increase cutting force, while narrower inserts reduce cutting pressure but are more prone to deflection. Proper chip breaker design also improves chip evacuation and helps prevent heat buildup and insert failure during deep cutoff operations.
3. Why do feed rate and spindle speed settings cause parting-off failures?
Many cutoff failures occur because feed and spindle speed are not adjusted correctly during the operation. Reducing feed too aggressively can cause rubbing instead of cutting, increasing heat and insert wear. As the tool approaches the centerline, surface speed naturally decreases, requiring careful cnc machine and programming adjustments to maintain stable cutting conditions.
4. How can advanced machining suppliers improve cutoff stability and burr-free performance?
Advanced machining suppliers improve parting-off reliability by optimizing cnc tool selection, minimizing tool overhang, improving coolant targeting, maintaining stable chip load, and refining cnc machine and programming workflows. Combining rigid setup conditions with proper feed, speed, and coolant control helps reduce chatter, improve surface finish, and achieve more consistent burr-free production results.

